Digression 1 - PRECISION: How America Made Machines Make Machines
SSOME SUBJECTS helpful for thinking about maintenance don’t really work as chapters, but they can be rooted in a chapter. Call them “digressions.” This one looks at how something called “armory practice” eventually made it possible for Ford to fabricate the truly interchangeable parts that made 16.5 million Model T’s so cheap to produce and easy to repair. Achieving that level of uniformity took over a century of relentless obsession with precision in manufacturing.
My short history draws largely on two books: THE PERFECTIONISTS: How Precision Engineers Created the Modern World (2018), by Simon Winchester; and FROM THE AMERICAN SYSTEM TO MASS PRODUCTION, 1800-1932: The Development of Manufacturing Technology in the United States (1984), by David Hounshell. Simon Winchester declares:
For precision to be a phenomenon that would entirely alter human society, as it undeniably has done and will do for the foreseeable future, it has to be expressed in a form that is duplicable; it has to be possible for the same precise artifact to be made again and again with comparative ease and at a reasonable frequency and cost.1The governments of three nations—England, France, and America—forced the issue with their quest for uniformity in their military weapons. In the 18th Century, the military establishments of France and England were highly interested in cannons—primarily to use against each other. Before 1774, the big guns were inaccurate and often dangerous because of how they were made. The cast iron for each cannon was poured around a clay cylinder in the shape of the desired bore, but the result was uneven.
In 1774 in England, a patent was issued for “a new method of boring cannons” to an ironmaster known as John “Iron Mad” Wilkinson. His innovation was to cast the cannon solid instead of around a clay cylinder. Running the cutting tool into the uniform iron produced a perfectly straight and smooth bore. Soon he was selling hundreds of accurate, identical cannons to the Royal Navy.
The following year, 1775, Wilkinson ordered one of James Watts’s new steam engines to pump the bellows for his iron foundry’s furnace. The massive engine arrived with a major defect that had frustrated Watt for years. Its efficiency depended on tightly sealing the steam in the six-foot-wide hammered-iron cylinder so the steam could drive the piston with maximum force, but there were gaps up to half an inch wide between the piston and the cylinder. The engine could barely run, thundering out clouds of waste steam through the gaps.
When Wilkinson applied his cannon-boring technique to Watts’s steam engine cylinders, the gaps were reduced to a twentieth of an inch. The ten-fold improvement in precision from half-inch cylinder gaps (the width of your little finger) to a twentieth-of-an-inch (the thickness of a dime) made all the difference. In short order, Wilkinson was providing hundreds of cylinders for the smooth-running steam engines that powered the takeoff of the Industrial Revolution.
The first use of the enormous coal-burning steam engines was to pump water out of soggy England’s coal mines. The more steam engines, the more coal. The more coal, the more steam engines. By 1800 there were two thousand steam engines in England; by 1850, ten thousand.
Meanwhile in France, the Inspector of Artillery, Général Jean-Baptiste Vaquette de Gribeauval, was also introducing lighter, more accurate cannons bored from solid iron. (The process had been separately invented in 1734 by Swiss engineer Jean Maritz.) His new cannons were designed to be part of what came to be known as le système Gribeauval. It gave France the best artillery in Europe. Technology historian David Hounshell explains why:
Beginning in 1765 Gribeauval sought to rationalize French armaments by introducing standardized weapons with standardized parts. The uniformity system, Gribeauval reasoned, would allow complete interchangeability in the French military: parts of small arms and artillery pieces could be easily interchanged.2The idea of interchangeable parts was something new in the world. Its supporters knew it could change the world, but they quickly discovered how hard it would be to accomplish, for social as well as technical and financial reasons.

Honoré Blanc designed and hand-crafted the flintlock mechanism of France’s famed Model 1777 Dragoon Muskets to have the world’s first interchangeable parts.
An innovative Paris gunsmith named Honoré Blanc became a protégé of Gribeauval. In response to demand by the military for cheaper manufacture of the army’s flintlock muskets, Blanc developed a rigorous procedure that required each of the complex parts in the musket’s flintlock-and-trigger assembly to be a perfect replica of an ideal model. The parts were hand-crafted with file and lathe to match the model, using gauges and calipers for exact measurement and jigs to support and guide the shaping of each component. The technique yielded parts standardized to a tolerance of one-thousandth of an inch.
In 1785 Blanc stunned French government officials with a public demonstration before a large audience. He disassembled 25 lock assemblies, tossed the dozens of separate parts into boxes, and then shook the boxes. With parts randomly selected from each box, he reassembled 25 new locks. They all worked perfectly.
A guest at the occasion was the Minister to France from the new United States, Thomas Jefferson. He was so intrigued he went to visit Blanc’s factory. In a report to John Jay, the American Secretary of Foreign Affairs, Jefferson wrote:
[Blanc] presented me with the parts of 50 locks taken to pieces and arranged in compartments. I put several together myself taking pieces at hazard as they came to hand, and they fitted in the most perfect manner. The advantages of this, when arms need repair, are evident.3Three years later, Jefferson urged Secretary of War Henry Knox to adopt Blanc’s techniques for the American military. Knox paid no attention.
In Paris, General Gribeauval provided Blanc with a government-supported workshop, and the shop produced quantities of identical muskets for four years. It ended in the upheaval of 1789. Supporters of the French Revolution, who called themselves “sansculottes,” destroyed Blanc’s workshop. According to Simon Winchester:
There was a fast-growing, eventually fanatical, opposition among the sansculottes toward mechanization, toward efficiencies that favored the middle classes, toward techniques that put the honest work of artisans and craftsmen to disadvantage. By the turn of the century, the idea of interchangeable parts had withered and died in France.4It was a triumph of Rousseau’s romanticism over Enlightenment rationality. Craft was extolled; uniformity was deplored. That sentiment would bedevil technical progress ever after. Romantics always side with John Henry against the Rationalists’ steam drill. I propose that in all cases of machines threatening labor, it’s worth looking closely at the welfare of the customers as well as the workers.
Blanc’s use of gauges to make interchangeable parts did indeed threaten the practices of the Gunsmith’s Guild, but their guild, like others at that time, was secretive, intensely protective, conservative, and politically powerful. It protected its members at the expense of their customers, who had to put up with guns that were often shoddy and always expensive. Blanc provided his customers, the soldiers of France, with the best (and most repairable) muskets in Europe. The revolutionaries who wrecked his shop were protecting the commercial interests of a few instead of the use interests of the many. Thirty years later the French military was stuck with the worst muskets in Europe.
Historian Ken Alder says that the result for France was fifty years of “technical amnesia” that caused the nation to “miss the boat on the Industrial Revolution then unfolding in Britain.5”
America’s earlier and more conservative Revolution led to the opposite of France's outcome. Secretary of War Knox may have shown no interest in French muskets with standardized parts, but American military officers paid close attention to the thinking of their French allies in the Revolution—especially to Louis de Tousard, one of General Lafayette’s senior officers. After the war, Tousard returned to France and studied the advantages of le système Gribeauval. Back in America by 1793, he joined the US Corps of Artillerists and Engineers as a Major and became the leading champion of weapons standardization in the War Department.
President Washington encouraged Major Tousard to write a book on the subject. While working on his three-volume American Artillerist’s Companion, Tousard proposed building a school to train officers. That led directly to President Jefferson creating West Point Military Academy in 1802. Every officer in the US military studied Tousard’s textbook, in which he warned, “Want of uniformity impeded for a long time the progress of the French military, as it will that of America, unless a similar system is adopted.”6

Described as “the greatest disgrace ever dealt to American arms" in The Oxford History of the United States, the Battle of Bladensburg took place in August 1814. This carefully researched illustration shows the critical moment just before the poorly equipped and poorly led American troops (in Blue), who outnumbered the British four to one, panicked and fled the battlefield. The redcoats then marched into an undefended Washington DC and burned the government buildings. One consequence of the defeat was resolve by a reform-minded War Department to never again arm its troops with weapons that could not be repaired in the field with interchangeable parts.
Then came the War of 1812 with Britain and the most humiliating battlefield defeat in American history. In the summer of 1814, just northeast of Washington DC, a force of 1,500 British regulars routed 7,000 American troops in the infamous Battle of Bladensburg and then burned all the public buildings in the nation’s new Capitol. As a result, the Ordnance Department was given new powers and new leadership—West Point officers who had been inspired by Major Tousard. Historian Hounshell describes their motivation:
From their experience in the War of 1812, when a vast number of arms had been damaged beyond repair in the field but could have been fixed had parts interchanged, the ordnance officers believed that uniform parts manufacture… would be worth almost any price.7Historian Merritt Roe Smith, who studied the matter even more closely, explains how what began as a goal became an obsession. He writes that the Department’s leaders were determined to eliminate the
costly maintenance and repair problem that had plagued military authorities since the days of the Revolution. Intrigued, even infatuated with the possibility of making arms with interchangeable parts, [they] became zealous advocates of the "uniformity system" and relentlessly pursued the idea of introducing it at the national armories.8The War Department was committed to the idea of standardized weapons, but it would have to deliver the institutional clout, cash, and patience to make it happen—if such a breakthrough at scale was even possible. Though nothing like it had been attempted before in the new nation, early steps in the process looked promising. Yankee ingenuity began developing transformative tools at the nation’s two armories—the Springfield Armory on the Connecticut River in Massachusetts and the Harpers Ferry Armory on the Potomac River in Virginia.
The first consequential innovation came at the Springfield Armory in 1819 with Thomas Blanchard’s invention of the soon-famous “Blanchard lathe.” Wooden gunstocks on muskets had never been uniform because they had to be hand-carved into their irregular shape. Blanchard devised a machine tool that could rapidly carve the complex shape because an identically-shaped cam guided it. In the words of the Wikipedia entry on the Blanchard lathe, “An iron master form, in the shape of the musket stock, slowly rotates allowing a guide wheel to roll over it and to direct, in turn, the cutting wheel as it makes identical movements on the slowly rotating wooden stock blank.”
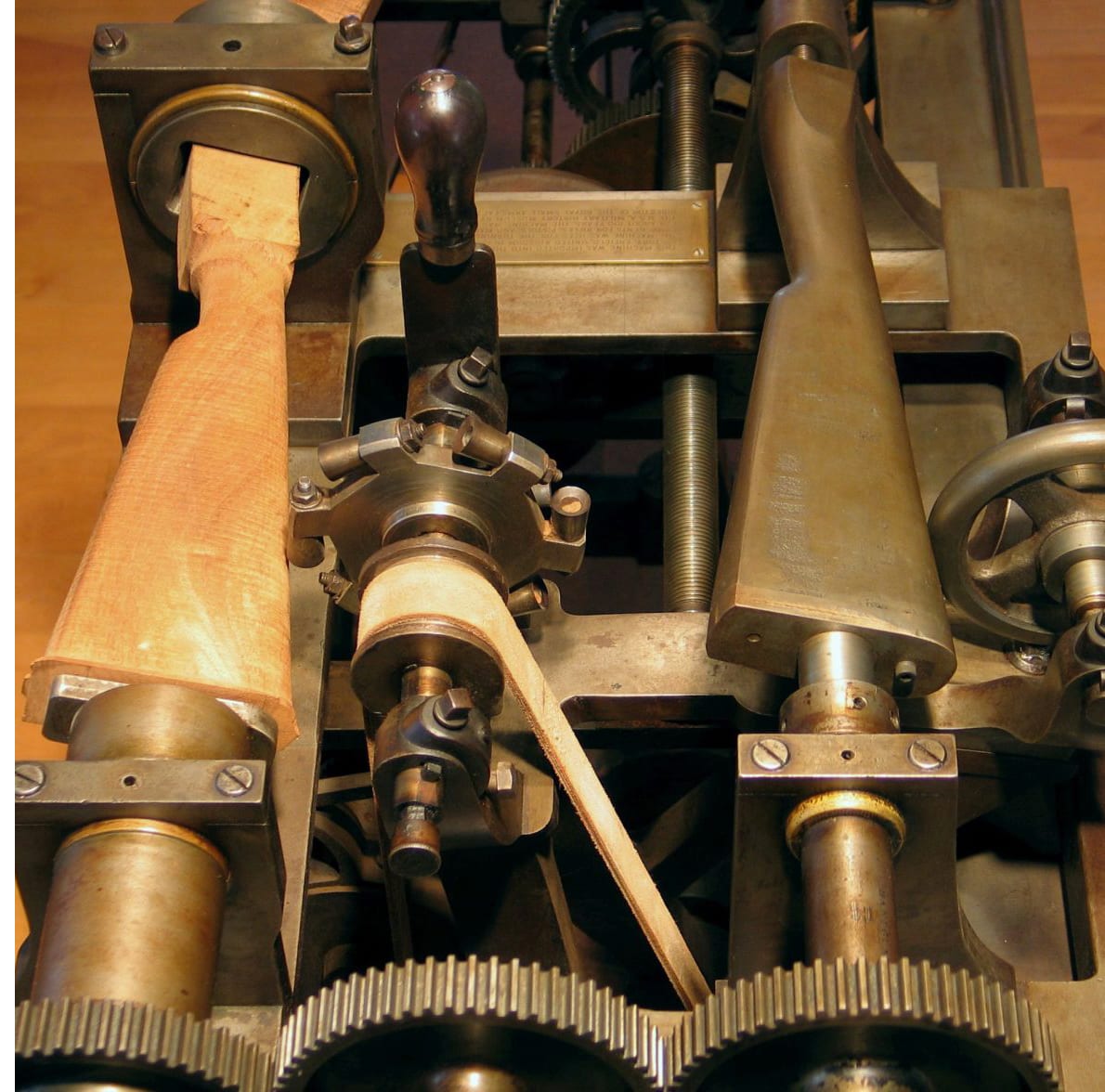
This “Blanchard lathe” carves the wooden gunstock on the left into a perfect replica of the metal form on the right. As the gunstock and metal form revolve slowly in unison, the belt-driven cutting wheel on the left moves in unison with the tracking wheel on the right, carving, in just nine minutes, a gunstock identical to every other gunstock produced by the machine. The lathe in this photo was manufactured in Massachusetts and purchased by the British government in the 1850s. It was used at the Enfield Royal Small Arms Factory in north London for 100 years.
Blanchard’s invention was important—his patent earned him a lifetime of royalties as the idea was widely applied to shaping axe handles, shoe lasts, and the like. Even more significant was how he set up the gunstock operation. By 1826 he had created a sequence of 14 special-purpose machine tools to do the interior carving that made each gunstock ready to receive its metal barrel and lock-and-trigger mechanism. The process was quick, precise, and uniform. Work previously done by 75 men now required only 17. “Blanchard,” writes historian Hounshell, “had shown Americans the meaning of mechanization.”9
Blanchard’s lathe made him rich, but the main breakthrough to uniformity came down south at the Harpers Ferry Armory. A man from Maine named John Hall created a two-leveled invention like Blanchard’s—a novel device followed by a machine-based system to manufacture it at scale. His device was a new kind of rifle that loaded from the breech instead of the muzzle. When the Ordnance Department tested Hall’s prototype breech-loaders, they found that soldiers could fire the guns three times faster than traditional muzzle-loading rifles and with equal accuracy. The War Department ordered 1,000 Hall rifles in 1819 and subsidized their manufacture at the Harpers Ferry Armory. That was new. The government committed to pay for the guns and for developing the novel process that could fabricate them.

The world’s first machine-made mass-produced interchangeable parts were in John Hall’s breech-loading flintlock rifles commissioned in 1819. This one has the breech receiver open, ready to be loaded with gunpowder and a round lead bullet. All of the 20,000 that were manufactured at the Harper’s Ferry and Springfield Armories had completely interchangeable parts, made possible by John Hall’s system of extremely precise gauges and machine tools.
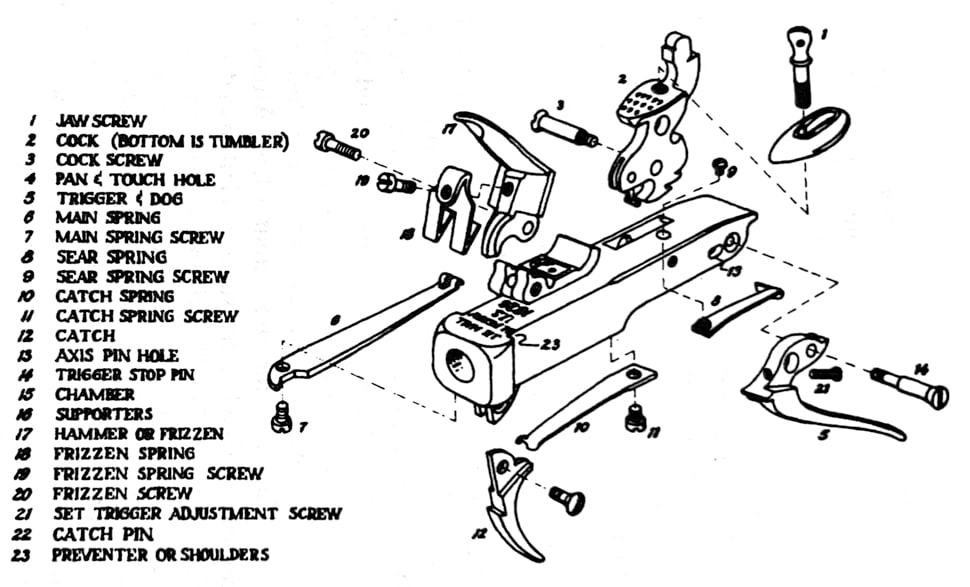
John Hall’s breech-loading rifle lock had 23 identically machined parts. Standard flintlock muzzle-loading muskets of the time had only 11 parts.
Several features were unique to Hall’s manufacturing system. The most important was his commitment to creating genuinely interchangeable parts entirely with machines instead of handcrafting them with file and lathe as Blanc had in France. According to Simon Winchester,
For a lock merely to work required a tolerance of maybe a fifth of a millimeter; to ensure that it not only worked but was infinitely interchangeable, he needed to have pieces machined to a fiftieth of a millimeter.10To achieve that degree of precision, Hall took gauges—hardened steel templates into which the various dimensions of the parts had to fit exactly—to a new level. He used 63 gauges, in three sets. One set was used by the fabricators of the parts and another set by the inspectors. The third set ruled them all. It consisted of 63 master gauges, against which the other two sets were checked when a discrepancy was detected between them. Using gauges that way was a laborious, painstaking process, but no one could duplicate Hall’s success in making interchangeable parts without employing it.
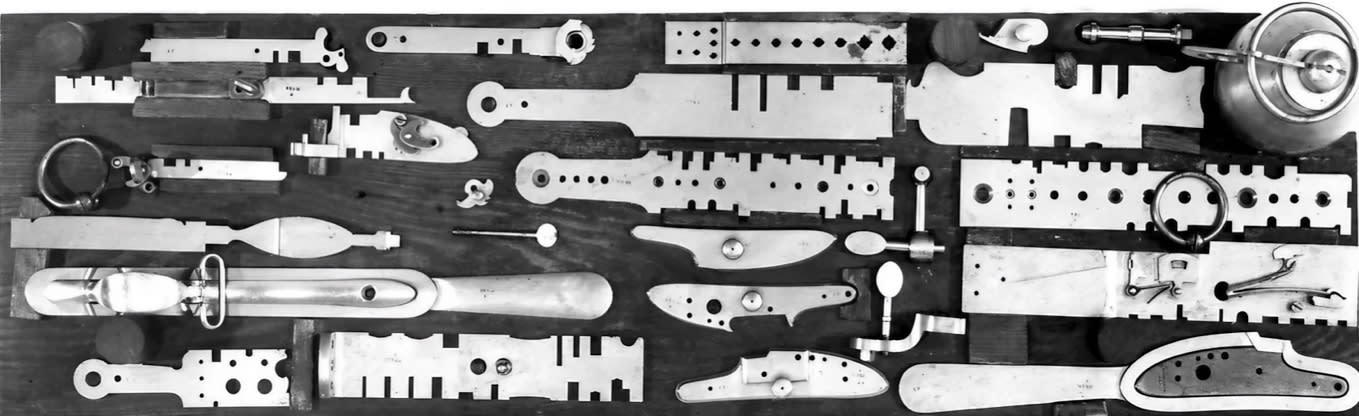
John Hall’s workers used inspection gauges (like these for the later Model 1841 rifle) to verify the exact dimensions of every part before assembly. The gauges would gradually lose accuracy with use and had to be calibrated against a master set of gauges and adjusted or replaced when they deviated from the required tolerance.
Like Henry Ford a century later, Hall focused on perfecting the system that fabricated the product. He employed as many mechanics to work on the machines as there were operators of the machines. In Hounshell’s words, Hall recognized “that skill within this system was confined to construction and maintenance of machines and tools rather than to the production of the good itself.”11 Most of the operators were unskilled boys aged twelve to fifteen. Hall proudly declared that “one boy by the aid of these machines can perform more work than ten men with files, in the same time, and with greater accuracy.”12 The skilled men in his shop were paid a dollar seventy-five a day; the boys got 35 cents a day. Each boy could run three or four machines at a time because—thanks to another innovation—the machines would stop automatically after completing a task. (Presumably, some of the boys grew up to become readily employable skilled mechanics. Veterans of Armory work were in high demand everywhere as America industrialized.)
Hall’s mechanized technique of making guns was considered such a perversion of the traditional craft of gunsmithing that the director of the Harpers Ferry Armory, James Stubblefield, sought to undermine Hall at every opportunity. In 1826 Stubblefield instigated a Congressional investigation into what he called “the waste & extravagance of the Publick money on the Patent Rifle.”13
Accordingly, a team of three expert examiners was sent to Harpers Ferry to report on the conduct and value of Hall’s system. They immersed themselves in the operation for three weeks and returned to Washington with a 17-page report that had language rare in government writing. It read in part:
Capt. Hall has formed & adopted a system, in the manufacture of small arms, entirely novel & which no doubt, may be attended with the most beneficial results to the Country…. It fully demonstrates the practicability of what has been considered almost or totally impossible by those engaged in making arms, viz., of their perfect uniformity…. The machines we have examined, effect this with a certainty & precision, we should not have believed, till we witnessed their operations…. In point of accuracy, the quality of the work is greatly superior to any thing, we have ever seen or expect to see.14As described in the report, Hall’s special-purpose machine tools were uniquely sturdy and massive, made totally of metal, unlike the wood-framed machines in other shops. The belts driving his machines could be finely adjusted to run up to 3,000 revolutions a minute without vibration. The report noted that his system was expensive to build, but once it was running, it could turn out large quantities of perfectly identical rifles at a low cost per rifle. That raised the question of maintaining Hall’s machines over time. The examiners reported:
The cost of keeping them in repair, it is believed, will be small, as their constituent parts are generally made extremely strong & provision is made for detaching all such parts, as are most liable to get worn, and for repairing them, whenever they may require it.15Hall paid the same attention to the repairability of the rifles themselves. In a manual he wrote for their operation and maintenance, he noted:
The guns will seldom or never require to be taken apart—for the lock will go quick and easy, even when very dirty, in consequence of its peculiar construction; but whenever it may become necessary to take it apart, the operation may be performed easily without a vise, and with barely the aid of a screwdriver.16
A steel combination tool was issued with every Hall rifle. The pick was used to clear the flintlock’s touchhole. The screwdriver disassembled the lock mechanism for cleaning.
He made sure that each rifle’s kit included an elegant tool he designed as a combination screwdriver and touchhole pick. When the rifle was not in use, Hall advised that it be left with its breech receiver left open, but if “by negligence or by accident the receiver has long been left shut, and has become rusty,” it may be hard to open. In that case, he advised, “strike on the barrel just in front of the receiver with a piece of wood repeatedly, and the receiver will gradually be forced up.”
His manual even included a trick for unmaking a common mistake that Hall had noticed. In cleaning the barrel, the soldier might forget to begin with a wet wad of cloth on the cleaning rod and mistakenly start with a dry cloth, which would get solidly stuck in the barrel. Now what? Hall wrote: “A little water may be poured into the muzzle to moisten it, it will then move easy; as the receiver is open, the chamber will remain dry.”17
A rifle manual that tells you where to whack it or pour water in it when it gets stuck exudes the “practicability” that impressed the Congressional investigators of Hall’s system. Everybody in America’s budding manufacturing industry learned about the system because the Ordnance Department insisted that all innovations at the national armories were the opposite of secret and could be copied royalty-free. This was to ensure that private manufacturers of firearms for the government were up to speed with the armories, and that the development of all American machine tools kept pace with the best. Armory visitors were encouraged to make drawings, borrow patterns, and study any technique they might want to employ in their own shops.
Of course, the new methodology and skills were transmitted mainly via the minds and hands of the increasingly expert workers who moved freely between the government armories and private factories.
None of that would have happened without the determined leadership of the Army Ordnance Department, particularly by Lt. Col. George Bomford, who headed the department for twenty years—1821 to 1842. According to historian Smith,
Bomford would do more than any other person to make the uniformity system an American reality…. The development of uniform standards required a total investment exceeding two million dollars…. Only the federal government could have financed such a massive undertaking. That it did so over a forty-year period underscores the importance not only of capital but also of longevity as a key ingredient in the evolution of complex technological systems.18(In France an equally determined bureaucrat prevented the Industrial Revolution from taking root in his nation for half a century by enforcing his belief that social harmony was more important than manufacturing uniformity. Jean-Jacques Basilien Gassendi was a lifelong enemy of General Gribeauval. After Gribeauval’s death in 1789, Gassendi had Napoleon appoint him to Gribeauval’s old position as head of artillery. Gassendi then subverted the arms testing process to support his lie that interchangeable parts could never be “achievable, affordable, or desirable,”19 and he made sure that became the official position of the French government. America, meanwhile, was proving the opposite.)
An unscheduled test of Hall’s system came in 1852 when a catastrophic flood at Harpers Ferry damaged 9,000 percussion muskets manufactured by Hall’s machines. Nine thousand muskets had to be disassembled, cleaned, and reassembled randomly. They all worked perfectly.20
Historian Smith writes that Hall’s achievement “formed the taproot of modern industrialism.”21 He adds:
Armory practice spread to technically related industries and by the late 1850s could be found in factories making sewing machines, pocket watches, railroad equipment, wagons,... typewriters, agricultural implements, bicycles, gramophones, cameras, and automobiles.22In 1854, British inventor Joseph Whitworth reported to Parliament in London what he had observed on a tour of American factories. Americans, he wrote, “call in the aid of machinery in almost every department of industry. Wherever it can be introduced as a substitute for manual labor, it is universally and willingly resorted to.”23
How “armory practice” played out in 19th Century American factories is worth a close look because, while the public sector had the deep pockets, perseverance, and leadership to build the mechanized interchangeability that the military required, it took two special skills of the private sector to bring manufacturing to a level that Henry Ford could soar with. The skills were: 1) mass production, and 2) mass marketing on a world scale. The Ordnance Department at that time had no occasion to manufacture a million anythings and no interest in marketing except to their paymasters in Congress.
Samuel Colt was a marketing maestro. He was a popular lecturer long before he secured patents in the US and Britain in 1836 for his handgun that combined a rotating cylinder of pre-loaded chambers with a fixed barrel. After a few missteps, he established a large factory in Hartford, Connecticut, that embodied the maturing of “armory practice” with 400 specialized machine tools. Hounshell notes that Colt opted for “overwhelming emphasis on mechanization rather than on the pursuit of precision” because the “parts of the Colt revolver… did not come close to being interchangeable.”24 If you needed to replace a part in your Colt pistol, you had to go to a gunsmith to get the part crafted to fit your gun.
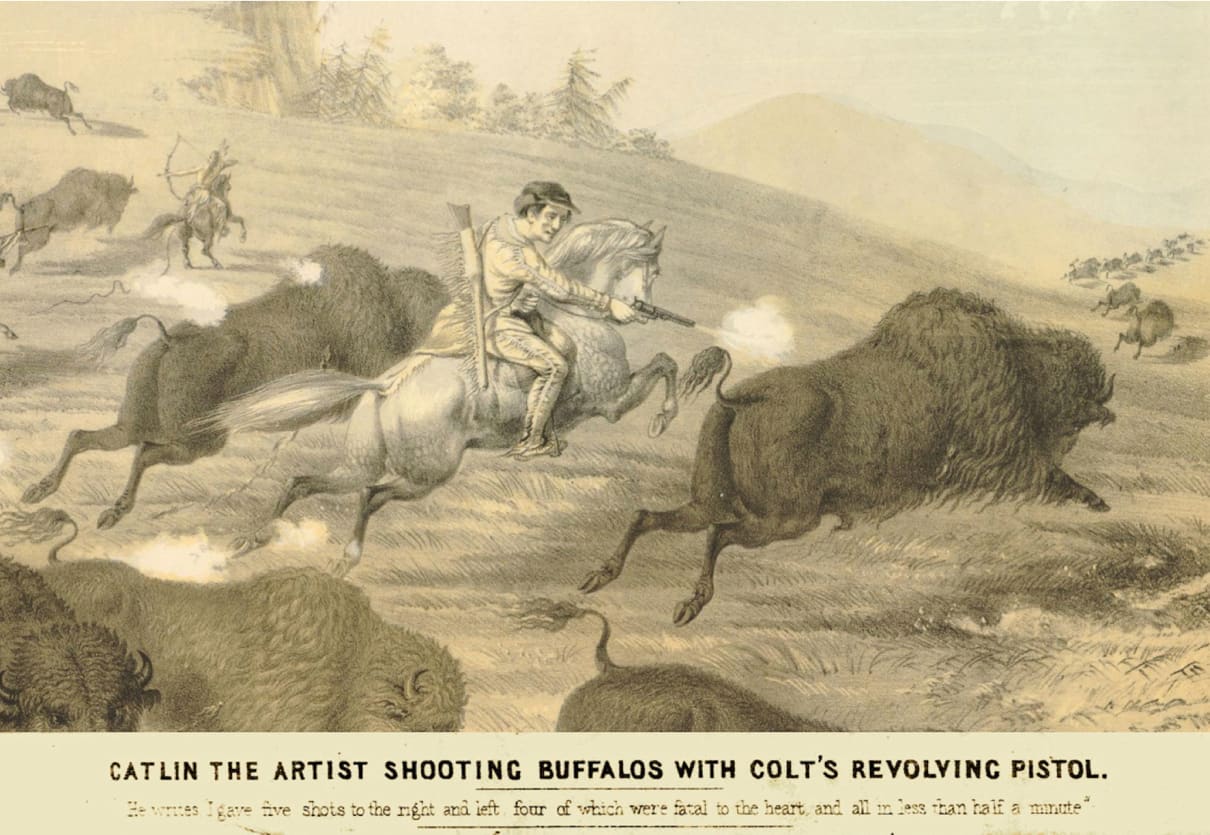
Samuel Colt invented “product placement” advertising. In 1855 he commissioned the famous artist of the American West, George Catlin, to produce a series of paintings and lithographs featuring the new Colt guns. The subtitle in this lithograph reads, “I gave five shots to the right and left, four of which were fatal to the heart and all in less than half a minute.”
The public thought the parts were interchangeable because Samuel Colt never ceased telling everybody that they were. He paid reporters to write laudatory articles and gave their editors a free revolver. He paid popular artist George Catlin to include Colt guns in his paintings. He flooded newspapers with ads. A slogan he promoted, “God created men, Colt made them equal,” became a popular adage in America. (The idea of self-defense has sold countless guns since then.)
When Colt realized that foreign heads of state would not receive him without a title, he had the governor of Connecticut appoint him as a colonel in the state militia. “Colonel” Colt then gifted the leaders and celebrities of Europe with gorgeously engraved Colt revolvers.25 At the 1851 Great Exhibition Crystal Palace in London, where the Colt exhibit was a hit, he demonstrated the interchangeability of the weapon’s parts by disassembling ten guns, mixing the parts, and reassembling them.26 (They were specially prepared guns.)

In 1854, “Colonel” Colt presented the mate of this engraved revolver to the Czar of Russia, Nicholas I. German artists at Colt’s factory in Connecticut engraved the blued steel with dense scrollwork and elaborate gold inlay portraying patriotic American imagery along with Colt’s name. Russia, at the time, was at war with Britain and France in the Crimea. Colt enthusiastically sold weapons to both sides. This pistol is on display at the Metropolitan Museum in New York.
When Colt built a second factory in London, it became the embodiment for Europeans of what they called “the American system” of mechanized manufacturing. Charles Dickens himself paid a visit and praised the factory. According to a historian at the Smithsonian, Colt’s guns were becoming “America’s most exportable manufactured item.”27
They soon found a vast new market in America. With the coming of the Civil War, Colt’s Connecticut factory had 1,500 workers producing 150,000 guns a year, used by Confederate and Union soldiers alike. Another market opened out West for the frontier's Indian fighters, sheriffs, and outlaws. All that time the revolver’s design kept evolving toward its peak in the 1873 Colt Single Action Army Revolver. Known to the trade as the “Peacemaker” and to legend as the six-shooter that Won the West, it is still in production today—presumably now with interchangeable parts.
Samuel Colt had a good product, a great manufacturing system, and world-class marketing. Yet his success was surpassed by the sewing machine. It was the first mechanical device developed for domestic use by women—a tool for repair as well as for creating. Two American companies dominated the emerging mass market for sewing machines, and both adopted Colt practice, but in different ways.
The first to take the lead was Wheeler & Wilson. Its factory in Connecticut was run by a former Colt mechanic who turned it into a duplicate of Colt’s armory and then refined the process until it could produce genuinely interchangeable parts. By 1860, the totally mechanized factory was turning out 25,000 sewing machines a year. That same year, their main competitor, Singer Manufacturing Company in New York, made only half as many, in part because their sewing machines were built by hand like Honoré Blanc’s dragoon muskets back in the 1770s, only without Blanc’s insistence on precision. Even when the Singer Company came to dominate the industry from the 1870s on, it didn’t bother to make machines with interchangeable parts.
What happened? “While Wheeler & Wilson was busy perfecting a manufacturing plant,” writes Hounshell, “Singer laid out a worldwide marketing strategy.”28 Like Samuel Colt, Isaac Singer advertised extensively in newspapers. Like Colt at the 1851 Crystal Palace Exhibition, Singer made a splash at the 1855 Paris World’s Fair, winning first prize. As with Colt, brilliant marketing was more important than perfect uniformity in their product. By 1861 Singer was an international company, selling more of its sewing machines overseas than in America.
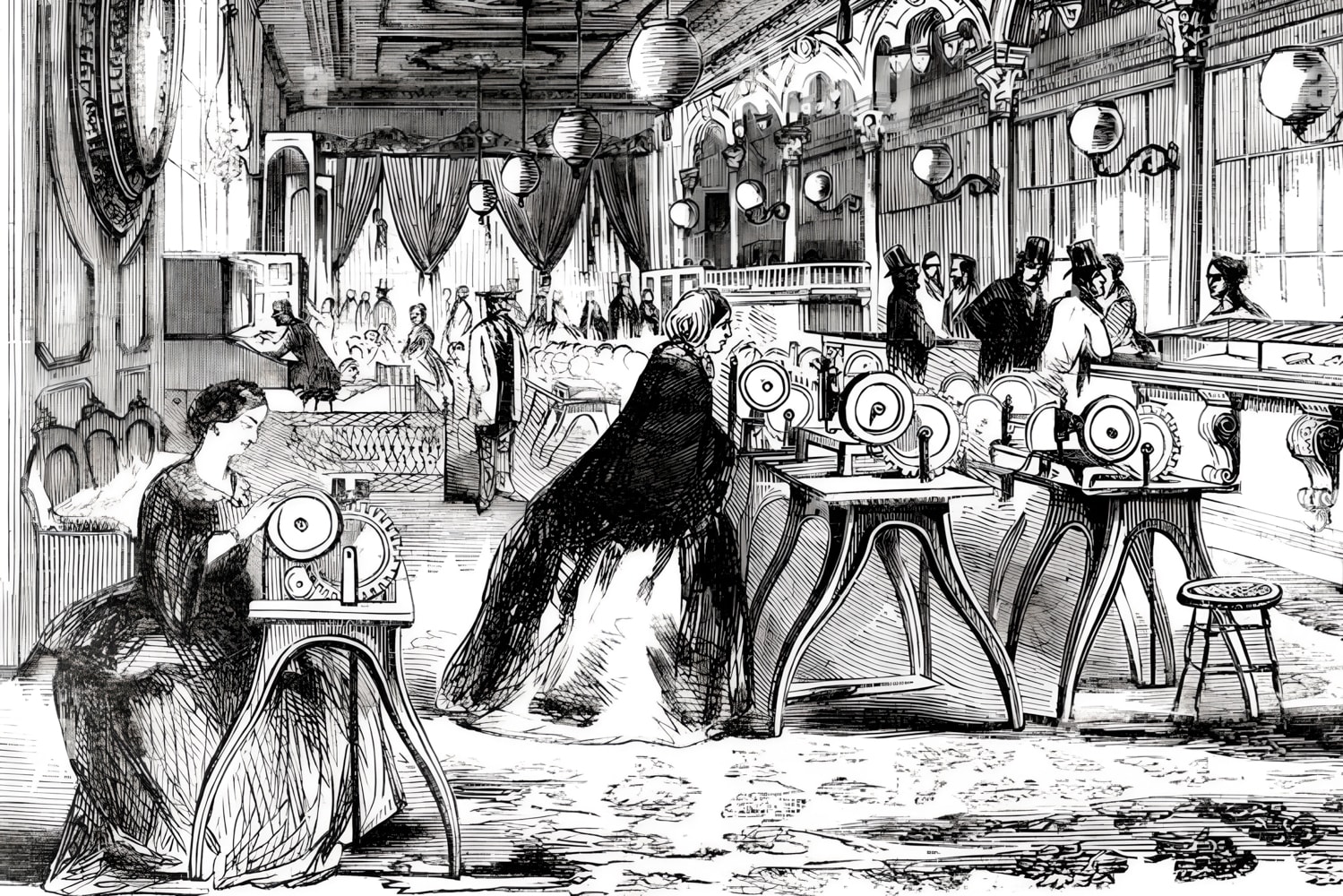
In 1857 Singer had an opulent showroom on Broadway in New York to demonstrate their sewing machines. The company produced only 3,500 that year. By 1886 Singer was manufacturing a million a year, still without interchangeable parts, and the company name had become a synonym for “sewing machine.”
Singer specialized in close attention to its clientele, deploying an army of women trained to teach customers how to use the sewing machine. Purchase was made easy with a “rent-to-buy” arrangement. The most popular model, designed for home use, had sales of four million in 18 years.
Mass marketing had arrived.

In 1895, Madison Square Garden in New York hosted America’s first National Cycle Exhibition with hundreds of exhibitors. By then, nearly a million bicycles a year were being sold. Trade shows like this, created to sell bicycles, were later repurposed to sell automobiles.
America’s bicycle craze of the 1890s brought a new kind of vehicle to the world. It also added a swarm of innovations that prepared the way for Ford’s assembly line. Bicycles had been invented in France, developed in England, and came to America through the efforts of a Bostonian named Albert Pope. In 1878, Pope started importing “high-wheel” bicycles from England. Then he took over an old rifle factory in Connecticut that had been converted to a sewing machine factory. He converted it to a bicycle factory. There he perfected “armory practice” and made the nation’s highest quality bicycles under the brand name “Columbia.”

In 1897 the New York-based satirical weekly JUDGE featured this cartoon with the caption “A Modern Street Scene.” Some of the signs read: “PARK: Only those mounted on wheels will be admitted,” “We Have Given Up Making Sewing Machines and Manufacture Only BICYCLES,” and under crossed-out “Livery Stable” the new sign reads “BICYCLE RIDING ACADEMY.”
The market took off after 1887 with the arrival from Coventry, England, of a new design for bicycles that anyone could ride. John Kemp Starley’s innovation had two wheels of the same size and the rear wheel driven by a chain. It was called the “safety” bicycle to distinguish it from the high-wheel bikes that were anything but safe, given how far the rider was from the ground, seated precariously on top of the towering front wheel.

1887 high-wheel bicycle

1897 “safety” bicycle
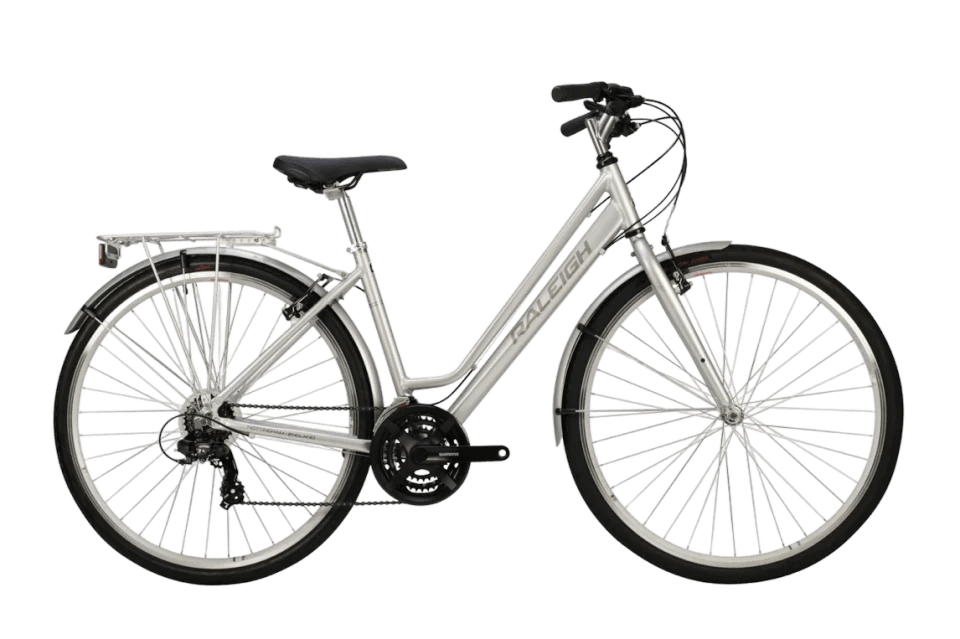
2018 Raleigh bicycle.
Only intrepid men could ride the 1887 high-wheel bike. This 1897 Columbia “safety” bicycle was configured for women in skirts. So—120 years later—is the 2018 Raleigh bike. Both of them weigh about 30 pounds. Developed in just ten years, nearly all the design elements and features of the 1897 bicycle are still standard.
Bicycle design matured with astonishing rapidity. Science historian John Reid explains why: “The requirement to make the bicycle light, strong and efficient because of the personal limitations of its power source… pushed the bicycle into the forefront of mechanical technology.”29 To reduce friction, ball bearings were developed to make the pedals, cranks, and wheels spin easily. Mounting the saddle on a spring made the ride less jarring. So did the introduction of inflatable tires, and their rubber gave the traction and flexibility over bumps needed for a vehicle whose power source was onboard. The best configuration of wheel spokes was settled on to achieve rigidity that could support a load ten times the weight of the wheel, and by 1897 some American bikes were experimenting with handlebar controls for a gearshift and braking calipers.
Most of the design refinements came from Albert Pope’s factory, where innovative scientific testing of each component kept reducing the bike’s weight while improving its reliability. Every chain was stress-tested to just below the breaking point before assembly. A device for distorting the frame, Hounshell writes, “enabled Pope designers to change frame designs to minimize usage of tubing while maintaining frame strength and rigidity.”30 The hundreds of parts were machined to perfect interchangeability as precise manufacturing finally came to full maturity in America’s bicycle factories.
An eye-witness of the phenomenon was Fred Colvin, a lifelong chronicler of machine tools and co-author of the authoritative American Machinists’ Handbook. In his memoir, Sixty Years with Men and Machines, he had the following observations about what bicycles wrought:
The theory and practice of mass production was applied for the first time on a large, international scale in the bicycle industry, which had some 25 million customers at the turn of the century…. The need for strong, light wheels led wiremakers to investigate thoroughly the tensile properties of various kinds of steel wire for the spokes; the desire for a pneumatic tire that could be repaired on the road led to the development of the inner tube and to extensive research into the technology of rubber…. The greatest single contribution that the safety bicycle has made to mechanical progress was the ball bearing, the manufacture of which… has developed into a vast industry involving a large number of new tools, new machines, and new processes…. The advent of the bicycle gave the first real impetus to the designing and building of machine tools for mass production.73Two American machine tools in particular made bicycle mass production possible—the “universal milling machine,” invented in 1862, and the “turret lathe,” invented in 1845 and automated in 1873. On the lathe, the “turret” is a rotating tool holder that can quickly switch multiple cutting tools in perfect alignment, allowing multiple operations on the same workpiece without manually changing tools. With its huge improvement in efficiency and accuracy, the machine was ideal for mass production of identical parts such as screws, bolts, nuts, valves, and fittings. Automated turret lathes could turn out 200 flawless screws an hour.
The “universal” milling machine could cut, drill, shape, or mill a workpiece from any angle at any speed—even cutting the helical flutes in twist drills. It was ideally suited for fashioning the intricate parts of bicycles such as gears and flat-link chains.
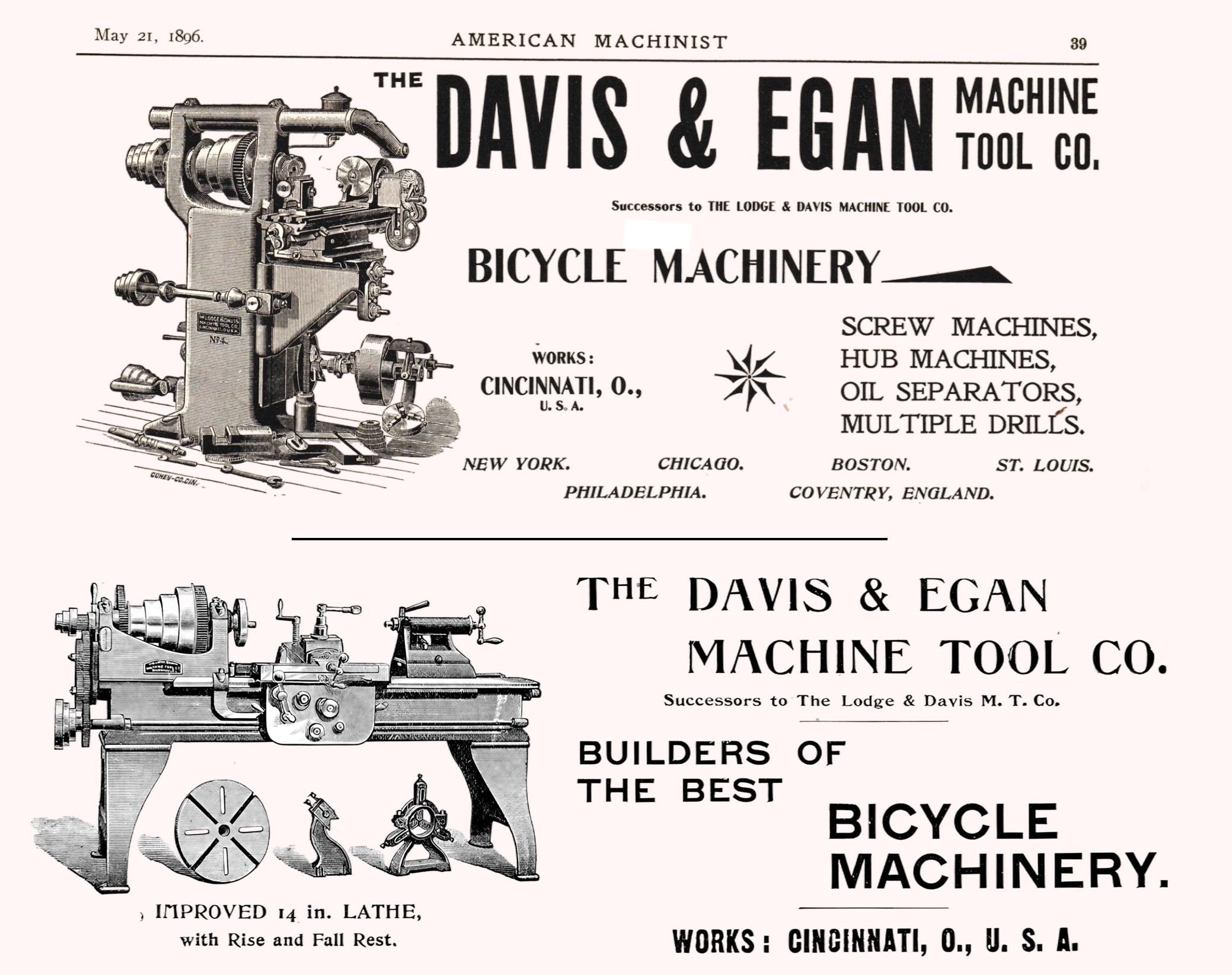
Two machine tools invented in America transformed manufacturing for the bicycle boom. They were the “universal milling machine” (top) and the “horizontal manual turret lathe” (bottom). The graduated spindles on the left allowed the belt-driven machines to run at varied speeds and (if you made a half-twist in the belt) in either direction.

For the first hundred years of machine tools, factories were forests of belts. The leather straps transferred the power from overhead shafts driven by a water wheel or steam engine down to the spindles of each machine. In this 1909 photo of a bicycle factory in Coventry, England, the female workers have their hair tied up to avoid being caught in the hazardous belts. By the 1890s, Coventry led the industry with 40,000 workers in 250 factories making bicycles.
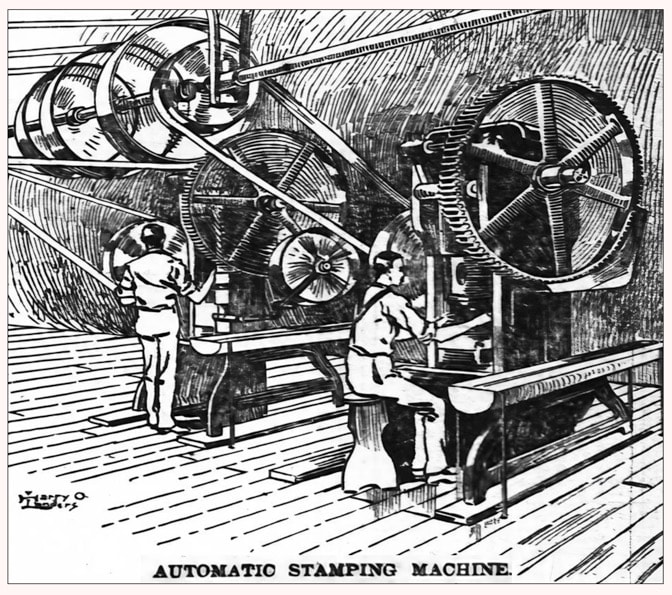
Western Wheel Works in Chicago introduced steel stamping machines that could turn out top-quality parts that formerly required laborious milling—including “hubs, steering heads, sprockets, frame joints, crank hangers, fork crowns, seats, handlebars, and brackets.” (Hounshell, p. 209)
The bike factories of the East Coast were producing bicycle parts like gun parts, by drop-forging each part in solid steel and extensively milling it. Then a breakthrough in metalworking was introduced at a former toy factory in Chicago named Western Wheel Works. The company showed that by feeding sheet steel into power presses for punching and stamping, they could, without sacrificing quality, shape nearly every component at a lower cost than with forging. Their bicycles were lighter and cheaper than anything their competition could offer.
As a result, Western Wheel became America’s leading bike manufacturer, and everyone else, including Pope, adopted their steel stamping techniques. (So did Henry Ford. In 1911 he bought a New York company that stamped bicycle parts from sheet steel and moved it to Michigan to do the same for the Model T’s. The technique became standard in the auto industry.)
Albert Pope devoted as much of his entrepreneurship to building the market for cycling as he did to crafting his Columbia brand. In 1880 he created a book, The American Bicycler, and two magazines, Bicycling World and Wheelman. Along with promoting bicycling clubs, he founded the League of American Wheelmen that, with financial backing from Pope, launched Good Roads Magazine and the Good Roads Movement. He even donated $6,000 to MIT to create a department of road engineering.37 Like England’s Roads Improvement Association,38 also founded by bicyclists, the Good Roads Movement in America successfully lobbied local and national legislators to begin paving the nation’s dirt roads.
One of Pope’s most popular schemes was monthly contests and exhibitions of posters promoting Columbia bicycles. Many of the posters depicted bicycles as a mode of liberation, especially for women. In 1896 the leading pioneer of women’s rights, Susan B. Anthony, was interviewed by Nellie Bly for New York World. Bly wrote:
“Let me tell you what I think of bicycling,” Miss Anthony said, leaning forward and laying a slender hand on my arm. “I think it has done more to emancipate women than anything else in the world. I stand and rejoice every time I see a woman ride by on a wheel. It gives woman a feeling of freedom and self-reliance. It makes her feel as if she were independent. The moment she takes her seat she knows she can’t get into harm unless she gets off her bicycle, and away she goes, the picture of free, untrammeled womanhood.”“And bloomers?” I suggested, quietly.“Are the proper thing for wheeling,” added Miss Anthony promptly. “It is as I have said — dress to suit the occasion. A woman doesn’t want skirts and flimsy lace to catch in the wheel. Safety, as well as modesty, demands bloomers or extremely short skirts. You know women only wear foolish articles of dress to please men’s eyes anyway.”32
A common theme of Albert Pope’s advertising posters was celebrating the freedom that bicycles gave to women.
There was such an appetite for the novelty of independent, adventurous transportation that well over a million bicycles were sold every year in the mid-1890s. Thanks to the bicycle craze, Americans were feeling the call of the open road, and factories equipped with a new generation of machine tools were mass-producing innovations such as ball bearings, stamped metal parts, and pneumatic tires. With those elements in play, the market was ready and manufacturing was ready for the coming of automobiles. Why pedal when you could drive?
Henry Ford industrialized precision at a scale that changed the world. Shortly before he started making cars, the machine tool industry had been transformed by a new kind of extremely tough high-speed tool steel developed by what was called the “Taylor-White process.” For the first time, hardened steel components could be machined with high accuracy and consistency. Ford deployed the new capability throughout his Highland Park factory.
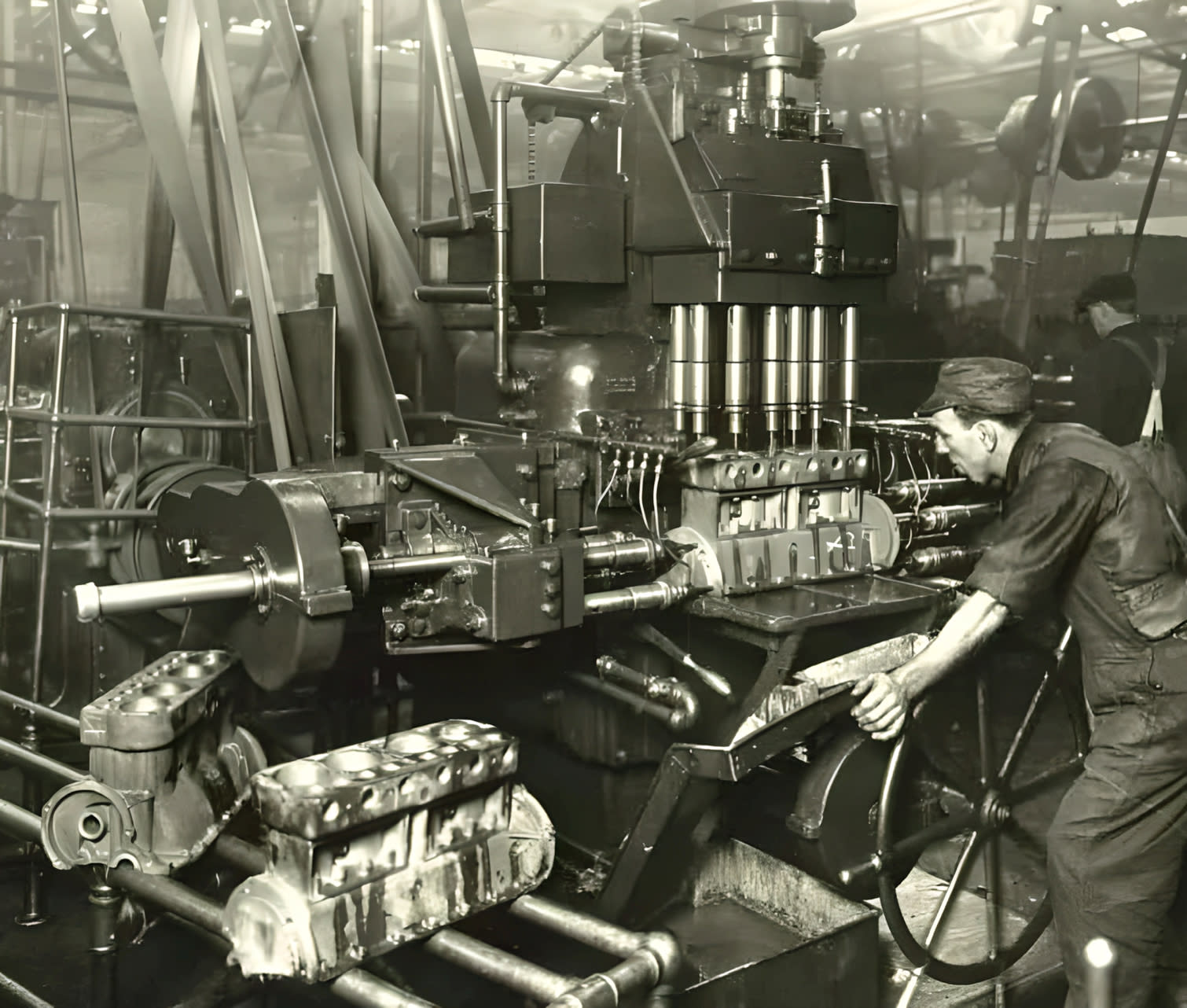
1914. All in one operation, the Model T’s engine block had 24 holes simultaneously drilled and reamed in three sides of the block by the kind of special-purpose machine tool that made Ford’s factory such a miracle of efficiency.
An abiding problem in manufacturing was the lack of a uniform standard of extreme precision for calibrating all of the measuring tools in a factory. The problem was solved in 1896 when Swedish machinist Carl Edvard Johansson conceived the idea of 103 perfectly dimensioned gauge blocks that could, in combination, make 20,000 measurements in increments of a thousandth of a millimeter. When he set about crafting non-metric sets based on fractions of an inch, his “Jo blocks” (as they were called) had become so popular that his compromise between the British inch and microscopically larger American inch caused both nations to convert their standards to his standard. He settled on 25.4 millimeters to the inch, and that’s where it remains. In 1923, Henry Ford bought Johansson’s operation and made it part of the Ford Motor Company.
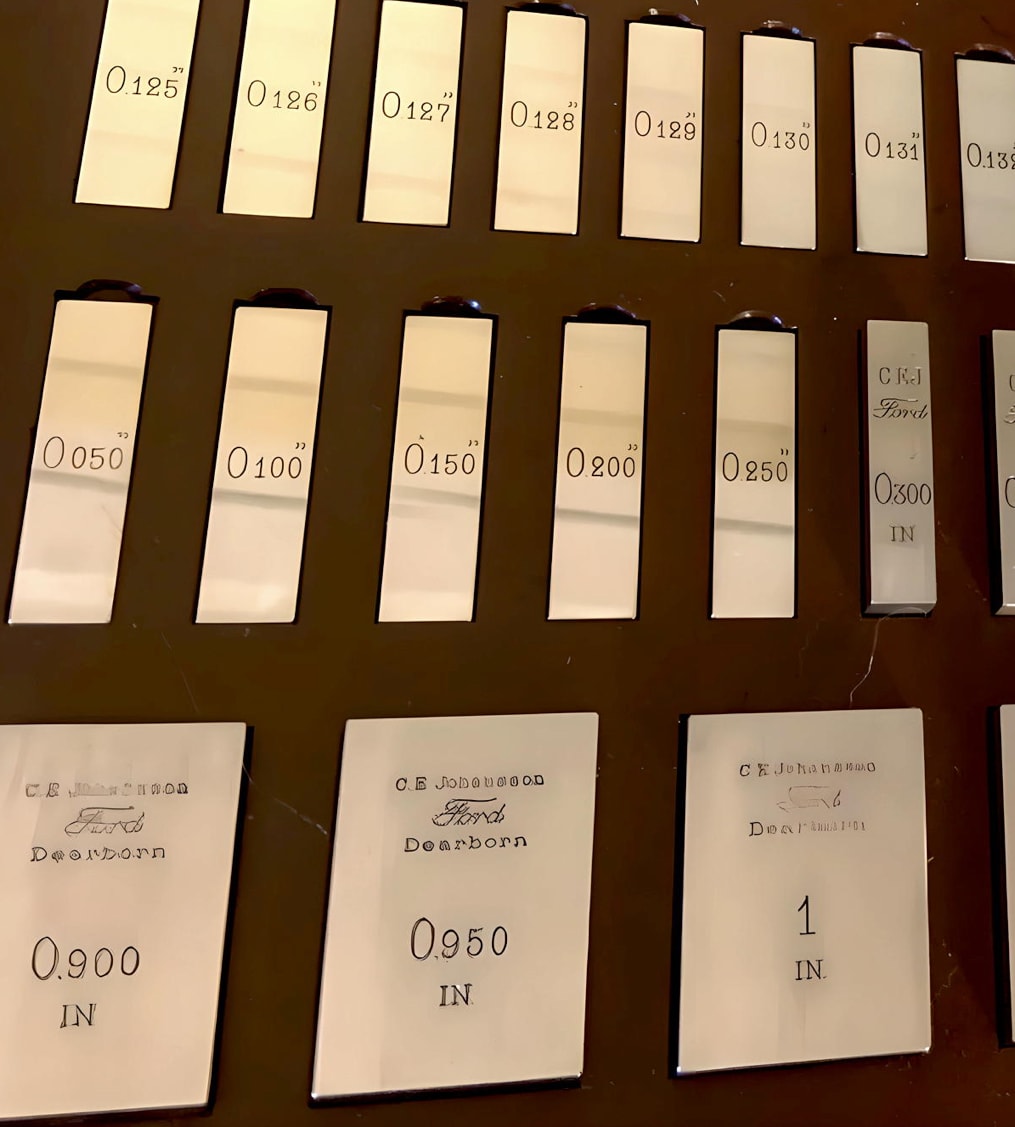
This set of 103 gauge blocks made by C.E. Johansson for the Ford factories was presented by Henry Ford to his friend Thomas Edison. It is now on display at the Precision Museum in Windsor, Vermont. Gauge blocks are crafted to be so ultra-flat and smooth that they stick together when placed against each other. They can only be parted by “wringing”—slide-twisting—them apart. Thus, when stacked, the sum of the amounts on each stacked block is accurate within a millionth of an inch.
Henry Ford’s 1931 book, Moving Forward, has a chapter titled “A Millionth of an Inch.” In it, Ford declares, “Without the Johansson blocks and tools, our tool rooms would be blind.”33 A factory’s tool room is the heart of the operation. The highly skilled technicians in the tool room—called “tool and die makers”—are responsible for the reliability and accuracy of all the machine tools on the production line. And that accuracy in Ford’s factory depended on 140 complete sets of all 103 Johansson Gauge Blocks. They were crafted in C. E. Johansson’s laboratory on site, which was kept perpetually at 68 degrees Fahrenheit (20 degrees Centigrade) to ensure that thermal expansion did not affect the precision of the blocks.
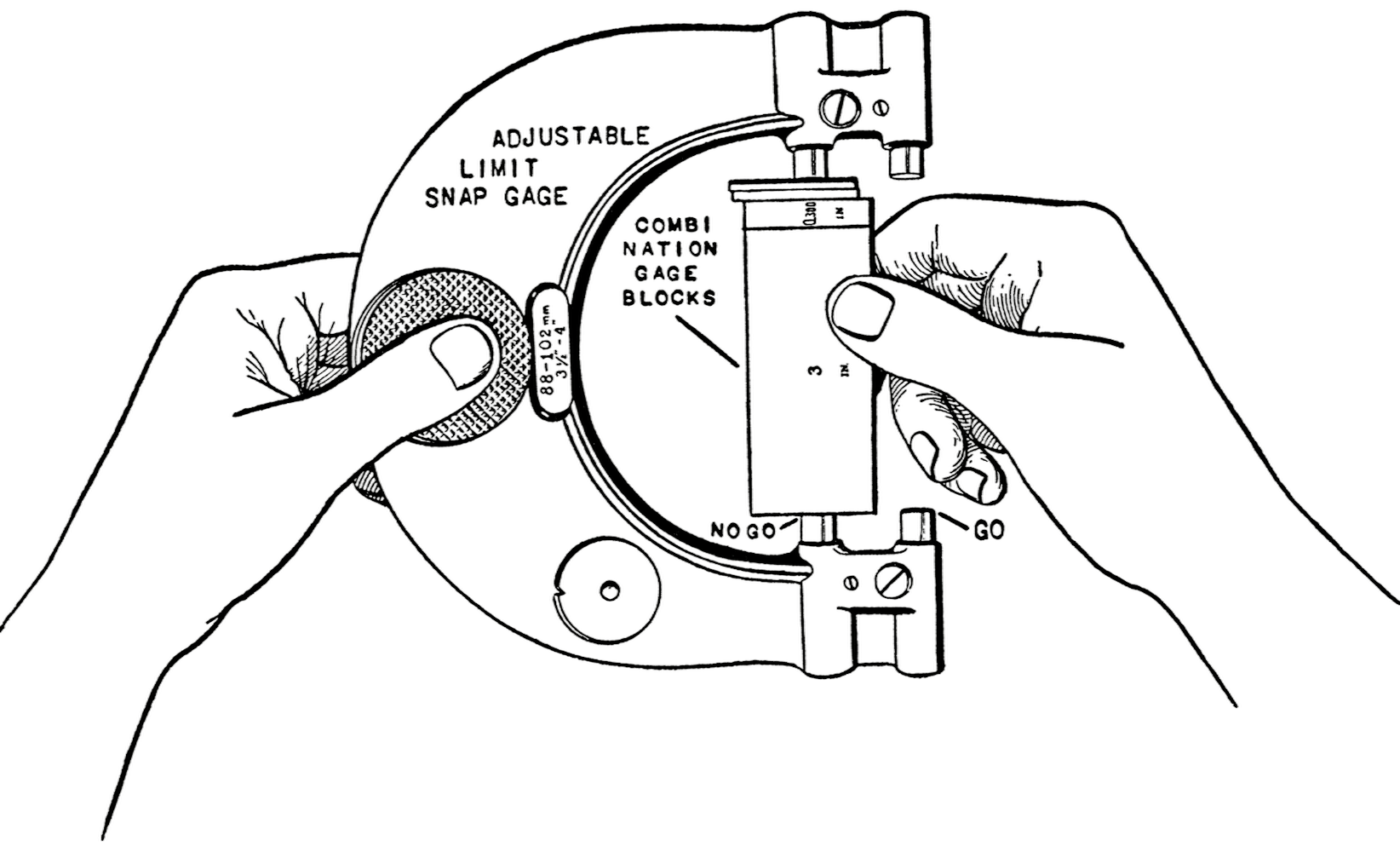
Here a combination of Johansson gauge blocks is used to calibrate a “go-and-no-go” gauge (sometimes spelled “gage.”) Henry Ford described its use for rapidly measuring the exact diameter of a rod: “The gauge would consist of four pieces of steel, set in a horseshoe-shaped holder, two far enough apart to allow the rods to pass between them…, and the other two close enough together to keep the rods from passing between them…. If the part passes through both, it is too small, and if it passes through neither, it is too large. To be within the limits it should pass through one and not the other…. The points may be spaced to the specified distances apart by setting them to gauge blocks, or combinations of them, of the measure value desired.”

1924. An inspector at a Ford plant using a Johansson-calibrated “go-and-no-go” gauge to ensure that a part has precisely the correct diameter. Every part in the car was tested this way. The inspection gauges had an accuracy of plus or minus four-millionths of an inch. The master gauges against which they were checked every day had an accuracy of plus or minus two-millionths of an inch.
The century-long development path from government guns to private guns to sewing machines to bicycles to Ford automobiles then radiated to the world because Ford invited the world to study his innovations in detail. Hounshell writes:
The Ford company was completely open about its organizational structure, its sales, and its production methods…. Ford engineers had no skeleton closets in their factory. Proud of their work, they were anxious to have technical journalists tour the shops and write extensive articles about Ford methods…. As a consequence of Ford’s openness, Ford production technology diffused rapidly throughout American manufacturing.34And if anyone wanted to achieve the highest level of precision in their factories, Ford had Johansson gauge blocks to sell them. For him, transparency to the world and marketing to the world were parts of one great process—be the news.
It had all started with a simple-seeming goal—the desire for weapons with parts so interchangeable that soldiers could easily make repairs in the field. The precision manufacturing that solved that problem made mass production possible. Mass production in turn made every kind of complex mechanism cheap, reliable, and readily available—clocks, reapers, typewriters, cameras, and on through all the consumer goods of the 20th century.
Did Henry Ford know the names of the giants whose shoulders he stood on? He probably knew about the marketing genius of Albert Pope, Isaac Singer, and Samuel Colt. He always honored inventors like Thomas Blanchard and John Hall. But he likely remained unaware of the goal-setters and resolute funders behind it all—the government bureaucrats General Jean-Baptiste Vaquette de Gribeauval in France’s War Ministry and Major Louis de Tousard and Lieutenant Colonel George Bomford in the US War Department. In a sense, Ford’s Model T was just another uniform device to emerge from General Gribeauval’s système (now renamed “the American system”)—and far from the last.
America’s experience in the 19th century proved that government funding and oversight could accomplish seemingly impossible technological breakthroughs. Historian Merritt Roe Smith points out that fully mechanized manufacturing was only the first such outcome. Later products of what he calls “military enterprise” include:
Computers, sonar, radar, jet engines, swept-wing aircraft, insecticides, transistors, fire- and weather-resistant clothing, antibacterial drugs, numerically controlled machine tools high-speed integrated circuits, nuclear power--these are just some of the best-known industrial products of military enterprise since World War II.35Military enterprise to accelerate innovation was institutionalized in 1958 when President Eisenhower established the Advanced Research Projects Agency—ARPA—within the Department of Defense. A byproduct of America’s Space Race with the Soviet Union, ARPA was generously funded to pursue blue-sky, high-risk research projects under rigorous supervision by the agency. Later renamed DARPA (the “D” is for “Defense”), the agency had such spectacular success that it became the model for other government departments—IARPA (for the intelligence community), ARPA-E (for the Department of Energy), and ARPA-H (for the Department of Health and Human Services).
Back in 1775, a twentieth-of-an-inch tolerance was a breakthrough for steam engines. One hundred and thirty-three years later, the tolerances of a millionth-of-an-inch at the Ford factory amounted to a 50,000-fold improvement in precision. In Winchester’s The Perfectionists, the automobile chapter ends just halfway through the book. There is always a use for more precision. He goes on to chronicle such feats as the accuracy of atomic clocks in GPS satellites (millionths of a second) and the beyond-microscopic tininess that extreme ultraviolet lasers can reach for fabricating transistors in computer chips—five nanometers.36 (A nanometer, they say, is to a tennis ball as a tennis ball is to the Earth.) GPS and extreme ultraviolet lasers were both invented at DARPA.
Bear in mind: Tinier always means faster.
In your body, for instance, is an electric motor that rotates at speeds up to 42,000 RPM—700 revolutions per second.147 Its size is about 5 nanometers by 10 nanometers. There are approximately ten million trillion such motors spinning in you. They are the synthase turbines that enable energy flow in every form of life—archaea, bacteria, algae, yeast, daffodils, army ants, catfish, humans, whales, the lot.
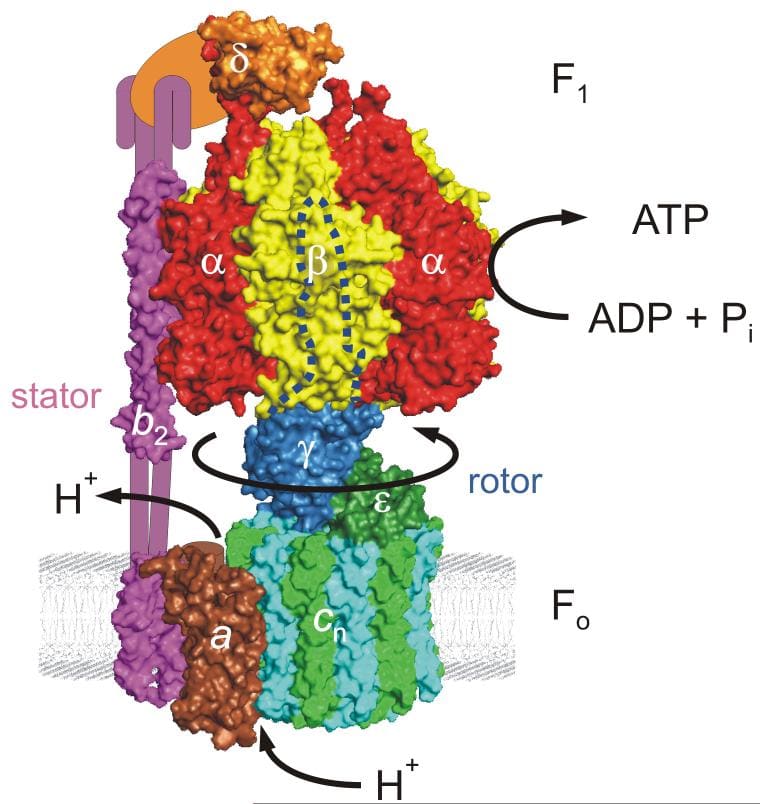
Five nanometers wide by ten nanometers tall, the synthase enzyme is a biological rotary motor driven by an electrical charge from pumped protons in the lower part of this diagram. The rotor interacts with the stationary upper portion to crank out the ATP molecules that are the “energy currency” in the cells of all life forms The rotor can spin at rates up to 700 times per second. This diagram is from a 2010 paper by Joachim Weber in Nature Chemical Biology.148
Synthase turbines are so universal because they generate the ATP (adenosine triphosphate) that is the universal “energy currency” of all cellular life. The minuscule motors employ electrical energy to drive the mechanical energy of their spin to park transferable chemical energy in ATP—at the rate of three ATP molecules for every 360-degree rotation. Every day, you generate and utilize approximately your bodyweight of ATP molecules149—each one weighing 18 millionths of an ounce.
Life is mostly tiny. From ATP’s perspective, humans are as big, slow, and rare as redwood trees. But our tools can be quick.
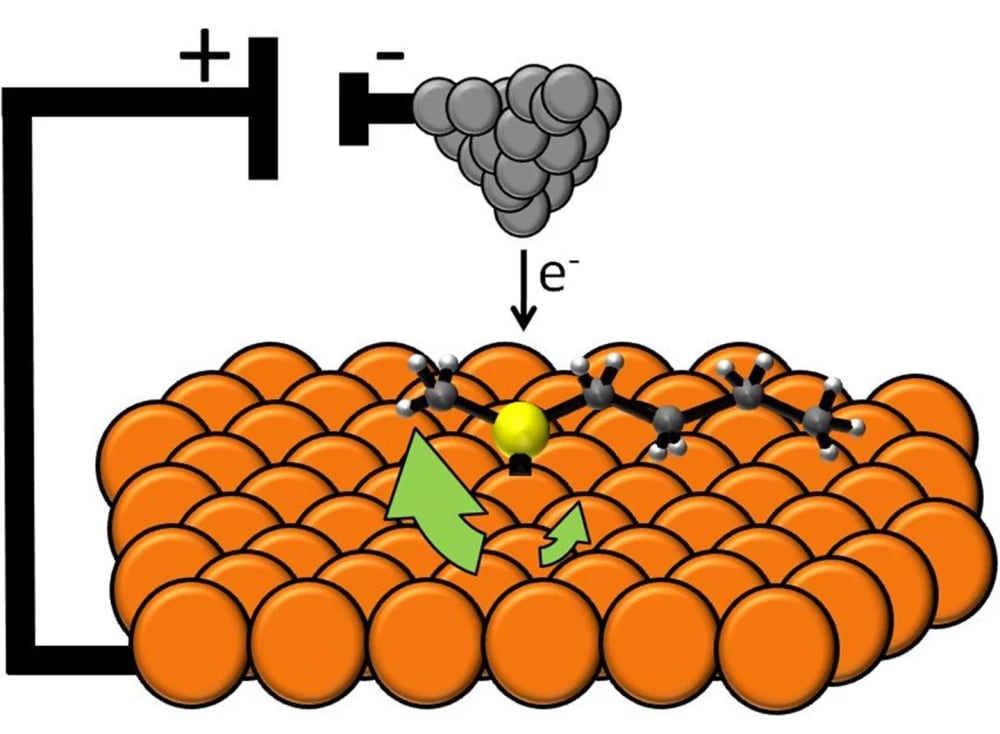
A product of human nanotech research, this one-nanometer electric motor is made of a single molecule rotated by the charge from the tip of a low-temperature scanning tunneling microscope (top). In this diagram, orange is a copper surface, and yellow is the sulfur pivot of a butyl methyl sulfide molecule. Its two arms have four carbons on one side and one on the other; the asymmetry drives the rotation. The work was done at Tufts University in 2011,149 In 2024, Guinness World Records still listed it as the “world’s smallest electric motor.”
Not to be outdone by nature’s biotech, nanotech scientists demonstrated in 2011 a one-nanometer electric motor made of a single molecule.150 They measured its spin rate in a scanning tunneling microscope chilled to minus 450 degrees Fahrenheit (just nine degrees above absolute zero). They had to do that to get it to rotate slowly enough to measure its rate precisely— 50 revolutions per second. Warmed up to minus 279 degrees Fahrenheit, it revolves an estimated one million times per second151—60 million RPM.
Tinier always means faster.
Each new manufactured product of greater precision has to provide affordances for maintenance and repair, and every new user has to learn them—how to tune a carburetor, how to replace a typewriter ribbon, how to back up a computer—and then, in time, forget them as even more precise devices come along that require different skills.
Although precision in manufacturing was initially driven by the quest for conveniently interchangeable parts, it soon proved to be about something far deeper than maintenance and repair. The progress from efficient steam engines to an efficient assembly line to the extreme density of nano-scale microchip fabrication is a saga of multiplying capabilities for humanity. Simply by becoming masterly at doing ever more with ever less, again and again, we live in a time of such potency that we have to be careful about what we wish for. Maybe considerations of long-term maintenance of the whole process can help us frame our desires judiciously.
Meanwhile, some other modes of progress are driven by straightforward maintenance issues. The endless battle against corrosion is one. I’ll come back to it shortly.
(End of PRECISION Digression)