Least Village Has Its Blacksmith
FOR MILLENNIA, it was the greatest show in town. The distant rhythmic clanging of metal on metal was an invitation to draw near. Up close, you saw magic. Hard metal was made soft and then hard again in a useful new shape through controlled violence—intense heat, hammer blows, sparks flying, and explosive quenching in water. It was like a reverse volcano that turned chaos into order and utility.
All of it was in the charge of one man moving calmly from forge to anvil with white-hot metal, pounding it red, creating horseshoes, knives, hoes, nails, pots, hinges, and locks—and repairing them when they became worn or broken. Crafting metal was so essential that every town had to have at least one blacksmith, and many saw him as the very embodiment of virility. No wonder the commonest family name in some societies is Smith.
“Every ten miles along the traveled routes a general store and blacksmith shop happened, and these became the nuclei of little towns,”1 John Steinbeck wrote in his novel East of Eden, which (among other things) chronicled the life of his blacksmith grandfather, Samuel Hamilton, in California in the late 1800s. “In his shop,” Steinbeck writes,
he sharpened plows and mended harrows and welded broken axles and shod horses. Men from all over the district brought him tools to mend and to improve.… It was a bad day when three or four men were not standing around the forge, listening to Samuel’s hammer and his talk.2That was on Hamilton’s remote ranch. Even more in town, a blacksmith’s shop was a place to hang out, watch the action, and swap gossip and news.
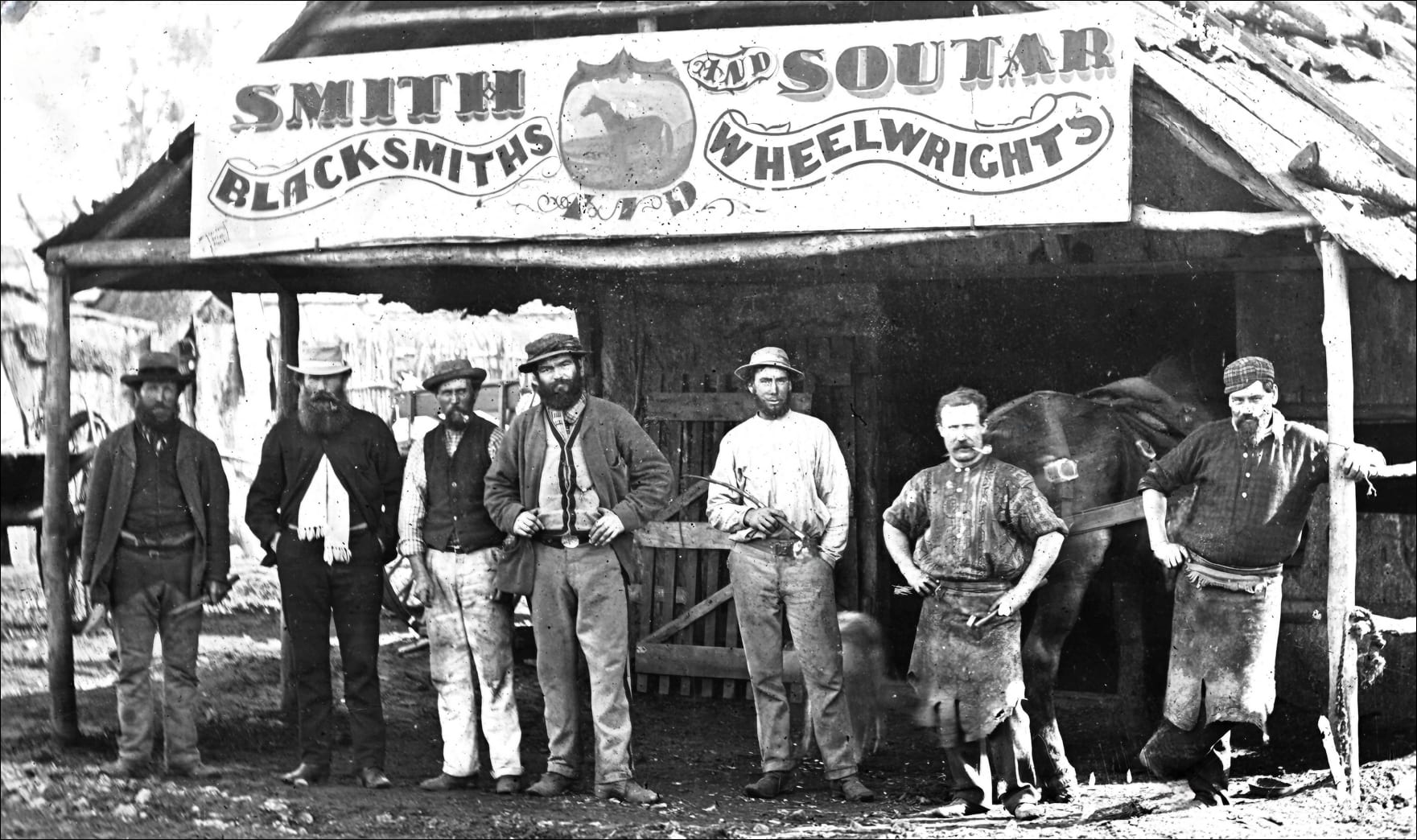
Blacksmiths were so essential, they accompanied pioneers everywhere. This smithy was photographed in 1871 in Gulgong, Australia, just a year after a gold discovery created the town. The two gents on the right wearing leather aprons are the blacksmiths—James Smith (of course) and George Soutar. Next to them, in the light shirt holding a whip, is most likely the customer accompanying the horse in the background. The other four rowdies are the customary hangers-on at blacksmiths’ shops
Samuel Hamilton’s profession equipped humanity’s progress for over four thousand years. His predecessors with forge, bellows, anvil, hammer, and tongs were common throughout ancient Greece, Rome, and China, medieval and early modern Europe, and early America. Among the ancient Greeks, the only Olympic god who had a trade was Hephaestus, the blacksmith. Called Vulcan by the Romans, he lives on in the word volcano.
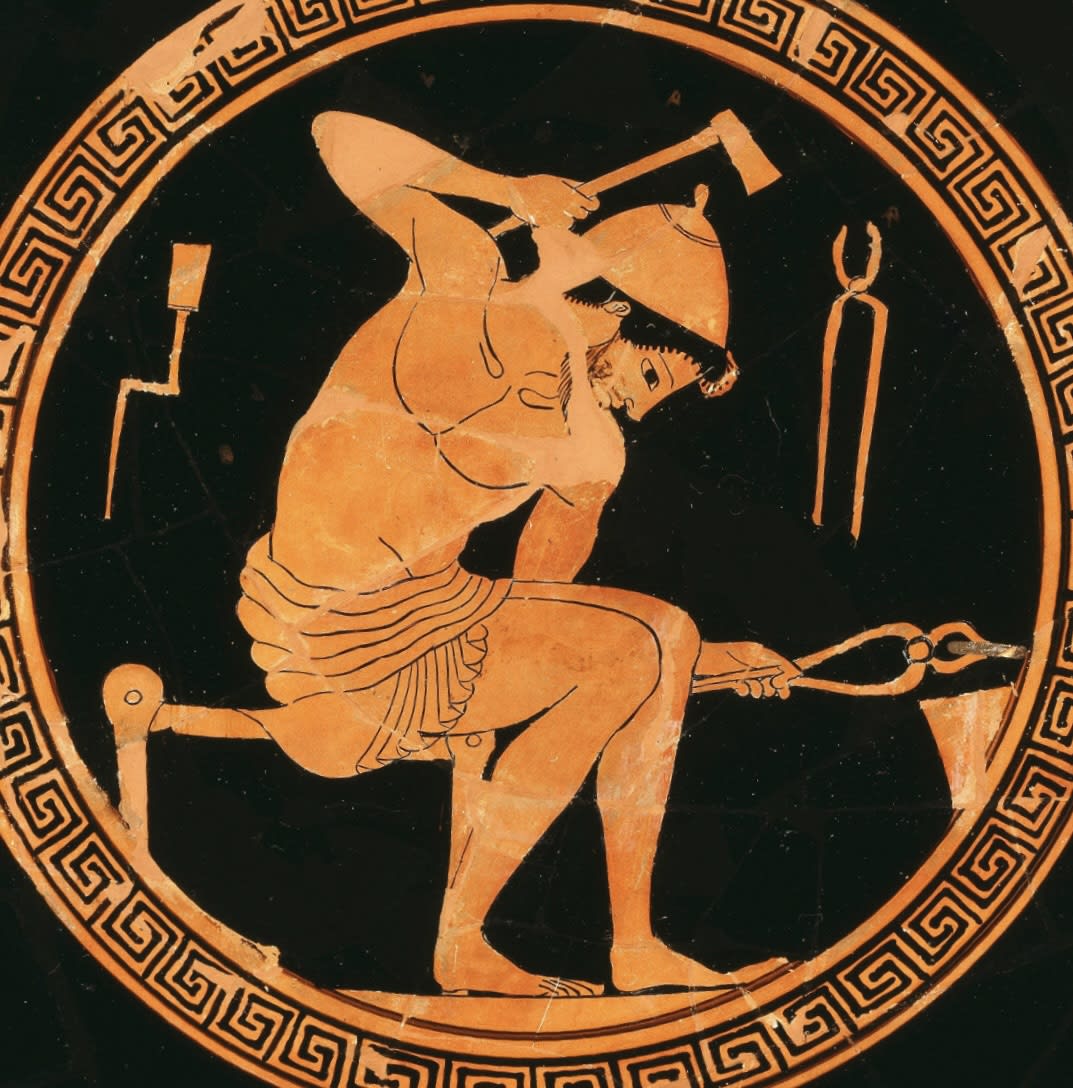
A blacksmith in classical Athens in 500 BCE, right hand raised to hammer the workpiece (probably iron) held by tongs in his left hand. He is depicted in the round space inside a wide wine-drinking cup known as a kylix. The cup is an early example of the “red-figure” pottery technique developed in Athens, showing off the clay of the region, which turns orange when fired.

At the time of the eruption of Mount Vesuvius in 79 CE, an upscale coppersmith’s shop in Pompeii was portrayed on a marble slab outside the shop. The scene includes a child and dog, along with several workers and the copper implements for sale.

Made in 1426 CE, this illustration shows a specific blacksmith at work. Named Hans Smid (“John Smith”) in the inscription, he was a “Mendel brother”—one of the 12 retired craftsmen at The Twelve Brothers House in Nuremberg, Germany. Over the years, the House Books of the Twelve Brothers Foundation collected 765 detailed images of named craftsmen at work.

Painted in 1647 by Johannes Dircksz van Oudenrogge with a Dutch Master’s attention to accurate detail, this painting shows the special allure of a smithy in a northern European winter. A lady warms her hands at the forge, and a gent on the stairs enjoys a smoke, while the assistant on the right hauls on the bellows chain. Two leather-skirted smiths are shaping an iron bar on the anvil, and another smith by the forge puffs a pipe as more bars are heating up. The master blacksmith in white shows with each touch of his small hammer where the striker with the large hammer is to pound, their hammers making a two-toned syncopated rhythm in the cozy, exciting workplace—Bing BANG! Bing BANG! Bing BANG!

In 1864, a lithographer named Fanny Palmer created one of the countless Currier and Ives prints celebrating American themes. This one illustrates the popular 1840 poem by Henry Wadsworth Longfellow that begins “Under a spreading chestnut-tree / The village smithy stands” and continues, “And children coming home from school / Look in at the open door; / They love to see the flaming forge / And hear the bellows roar, / And catch the burning sparks that fly / Like chaff from a threshing floor.”4 For a century, America’s children were required to memorize the poem in school.

These days, throughout the developing world, local blacksmiths still carry out the vital service of making and mending metal tools. In this 2014 photo, a blacksmith in Harar, Ethiopia, has stabilized his anvil by burying it in the ground. His ancestors in Africa have been crafting iron and steel tools for 2,500 years.
One of the most compelling of maintenance maxims is a blacksmith story:
For want of a nail the shoe was lost.
For want of a shoe the horse was lost.
For want of a horse the rider was lost.
For want of a rider the message was lost.
For want of a message the battle was lost.
For want of a battle the kingdom was lost.
And all for the want of a horseshoe nail.4The first line could have been:
For want of a smith the nail was lost.A rhyming Middle High German version from 1230 CE, translated, reads:
The wise tell us that
a nail keeps a shoe,
a shoe a horse, a horse a man,
a man a castle, that can fight.5The wise have been going on about blacksmith work at least as far back as the Old Testament, which at one point advises, “Beat your plowshares into swords, and your pruning hooks into spears; let the weakling say, ‘I am a warrior!’” (Joel 3:10) At another point, the text proclaims, “They shall beat their swords into plowshares, and their spears into pruning hooks; nation shall not lift up sword against nation, neither shall they learn war any more.”(Micah 4:3)
Even Emily Dickinson drew the blacksmith’s art into hers. Her incendiary 1862 poem that begins “Dare you see a Soul at the White Heat?” ends with these lines:
Least Village has its Blacksmith
Whose Anvil's even ring
Stands symbol for the finer Forge
That soundless tugs -- within --
Refining these impatient Ores
With Hammer, and with Blaze
Until the Designated Light
Repudiate the Forge6 --In most societies, blacksmith shops were an informal gathering place for men. In medieval and early modern Europe, blacksmith guilds became a formal part of the social fabric of cities. For six centuries—from the 1200s to the 1800s—the various kinds of guilds were communities of practice with political clout. Divided into merchant guilds (traders in goods such as timber, wool, or spices) and the more numerous craft guilds (makers of goods ranging from bread and barrels to leather, medicines, knives, and buildings), they took part in governing the cities as well as their own activities. Most of the senior officials of a city were guild members. Some of the handsomest buildings in town were the guildhalls.

The Norwich Guildhall of Norfolk, England, was built in 1410 of flint and stone on a timber-frame structure. It was the home of all the city’s guilds, including the blacksmiths’ guild known as the Society of Hammermen (they admitted goldsmiths and slaters). It served as the government center for the whole city and continued in that role until 1938.
The guilds of Europe have long been credited with maintaining the stability and cohesion of medieval society, and with helping to create a middle class between the aristocracy and the lowly laborers. Guilds policed the quality of work in their domains and saw to the training of the next generation. Master blacksmiths took on boys as young as 10 for formal seven-year apprenticeships in which the master provided food, lodging, clothing, and instruction in exchange for the apprentice’s obedience and labor. Once the young man was skilled enough to be declared a journeyman—a traveling wage worker—he joined the smiths’ guild, and the guild required him to demonstrate his growing mastery annually until he could earn the title of master blacksmith and the power to open his own smithy and to vote at guild meetings.
Membership in a guild was empowering and collegial. It was also obligatory if you wanted to operate in the region it controlled; no uninvited interlopers were permitted. Like the other craft guilds, the smiths’ guilds zealously guarded the secrets of their trade, celebrated religious occasions, provided sumptuous meals and camaraderie in their guildhalls, conducted formal rituals, voted on matters that benefited their trade, and sometimes paraded together for the public.
Until recently, the guilds of Europe were generally viewed as entirely beneficial institutions—“a combination of a trade union and vocational school.”7 That view changed in 2019 with the publication of a 600-page tome titled The European Guilds: An Economic Analysis by Oxford professor Sheilagh Ogilvie. Her study of 17,000 guilds between the years 1000 CE and 1880 CE shows that the
guilds were associations of employers.… When workers went on strike, guilds organized bands of masters to beat them up, persuaded governments to send in soldiers, or blacklisted the ringleaders. Guilds were the opposite of labour unions.8Ogilvie writes that the guilds
acted as cartels of producers, manipulated markets, overcharged customers, underpaid employees, stifled competition, oppressed women, imposed quality standards to please producers rather than consumers, limited access to human capital investment, and blocked innovation. They existed because they benefited powerful and well-organized interest groups. They made the pie smaller, but dished out large slices to established guild masters, with fiscal and regulatory side-benefits to town governments, princes, seigneurs, and other powerful elites.9All of these traits benefited the guild masters at the expense of their workers, customers, competitors, and innovation, and were a drag on the economy. Ogilvie notes that “Holland, England, and Flanders had the weakest guilds and the fastest growth in Europe. Germany, Spain, and Sweden had the strongest guilds and their economies stagnated.”10

In a stained glass panel dated 1615, members of the Basel Ropemakers Guild in Switzerland are shown carousing in their guildhall. Above them is a detailed depiction of every stage of their craft. This image is on the cover of Ogilvie’s The European Guilds.
________________________________________
Maintenance is often the mother of invention. James Watt, a maker and repairer of scientific instruments, was retained by the University of Glasgow in part to protect him from the opposition of the local guilds. When asked to repair a faulty model steam engine in 1763, he thought that Thomas Newcomen’s pioneering design—which wasted energy repeatedly heating and cooling its single cylinder—was so inefficient and self-defeating that it must be improvable. In 1765, he conceived his pivotal separate-condenser solution, which allowed the cylinder to stay hot. He experimented with the idea in his shop and patented the concept in 1769. Watt’s improved steam engine then ignited the Industrial Revolution.
Blacksmiths were natural inventors, partly because they spent so much time repairing shoddy equipment they thought could be made less shoddy, and partly because they had the tools immediately at hand to try out improvements, as James Watt did. (John Steinbeck’s blacksmith grandfather, Samuel Hamilton, invented and built an improved grain threshing machine and received four US patents for it.) A blacksmith might develop a worthy reputation for doing excellent repairs, but making something new and wonderful could bring real fame. (In 1893, a local newspaper described Hamilton as “the well-known threshing machine man.”)11
Let me tell about two creative blacksmiths who achieved lasting worldwide fame for enhancing two of the fundamental tools of civilization: swords and plowshares.
The first is Gorō Nyūdō Masamune (1264 - 1343), a 13th-century swordsmith in Japan. His story begins in 1274 CE, when the Mongols, having completed their conquest of northern China and Korea, sent a fleet to conquer Japan as well. They met fierce resistance from samurai fighters and then lost their fleet to a typhoon. In 1281, they returned with a much larger force, but were again thwarted by samurai who had spent the intervening six years preparing for them, and again their fleet was destroyed by a typhoon. Japan was left alone after that.
One lesson learned from the fighting was that the samurai swords of the time, splendid as they were, needed radical rethinking. The Kamakura shogunate, Japan’s feudal military government, summoned Japan’s leading swordsmiths to inspect the blades that had been chipped, bent, or broken in battle and asked them to devise better swords.

A medieval Japanese swordsmith wields the small hammer to beat laminated steel into the final shape of a Samurai sword. This ukiyo-e woodblock print, made in 1887, depicts a scene from a Noh drama in which the famous 10th-century swordsmith Munechika is crafting a sword for the Emperor.
The leading innovator was Masamune, who took sword-crafting technique to a level never surpassed. Japan has documented some 12,000 swordsmiths over 1,500 years of extraordinary sword-making.12 The master of them all, by common acclaim, was Masamune. His influence was so great that some of his students became famous in their own right as “The Ten Brilliant Disciples of Masamune.”13 The most prestigious award for modern-day sword makers in Japan is the “Masamune Prize.”
(I should mention that much of what I describe about Masamune’s specific techniques is necessarily speculative, based on published theories about his skills. His fame and general story are well attested to, but documented details of his life and works, if they ever existed, have not survived 700 years of mythologizing.)

At the Tokyo National Museum, this sword, named “Kanze Masamune,” is revered as a National Treasure—one of four swords by Masamune with that status. His work is esteemed for its beauty as well as the extreme artfulness of its manufacture and its effectiveness as a weapon. He was a prolific swordsmith. A 1714 catalog of Japan’s greatest swords included 61 by Masamune.14 They are rare now. If this one were available for sale, its price might be in the tens of millions of dollars.
Before Masamune’s era, Japanese swordsmithing was already more sophisticated than anything European swordsmiths were capable of. Swords of the High Middle Ages in Europe were straight and double-edged, made from steel of uncertain purity. To compensate for this, the best smiths employed a technique called “pattern welding,” which involved layering and twisting together bars of higher and lower carbon content through repeated heating and hammering. Once shaped, the whole blade was made red hot in the forge and then quenched in water for hardening. But since quenching alone would make it brittle, the blade had to be tempered by reheating it to a lower temperature and letting it cool slowly. This reduced the sharpness and durability of the edge but increased the sword’s ability to endure the endless battering of medieval battle.
The Japanese blades never had to be tempered in this way. Their reliably high-carbon steel was heated, folded, and hammered eight or so times to burn off impurities and make the steel uniformly fine-grained. Then the swordsmith would fold the high-carbon steel one last time around a core of lower-carbon (more iron-like) steel and hammer it into the shape of the final sword, ready for quenching. There was no need for tempering because the smith would apply differing thicknesses of a special insulating clay slurry on the blade—thin for rapid cooling on the edge, thick for slower cooling on the middle and back. When quenched in water, rapid cooling made the edge extra hard; slow cooling made the rest of the blade extra tough. The result was a curved, single-edged, light but strong blade with a supremely hard and sharp edge suitable for murderous slashing. It was a scalpel compared to the hammer of European swords.
Masamune and his contemporaries took the sophistication further still. They increased the cutting power by narrowing the blade from side to side and broadening it from front to back, making the cutting angle more acute. Masamune increased the number of folds of the high-carbon steel up to 15, resulting in 33,000 micro-layers of purified, extremely fine-grained, and, therefore, even stronger steel. (Modern metallurgists call the subtle relationship of finer grain with greater strength the “Hall-Petch effect.”) He also employed three levels of carbon content, introducing “medium” steel between the standard hard and soft steels. And, uniquely, he arranged the three kinds of steel in as many as seven distinct layers to maximize the benefits of each where they would do the most good.
High-carbon steel is extremely hard and can take a razor edge, but it’s brittle. Low-carbon steel is essentially wrought iron; it’s very tough and flexible, helping to absorb shocks, but it needs protection. In Masamune’s era, smiths added medium-carbon steel to protect the sides and back of the blade. Unlike the iron spine, it could be polished to a mirror finish so the whole sword shone. Masamune is said to have pushed the layering to its maximum—seven layers—with the hardest and brightest steel beautifying and protecting the entire blade.
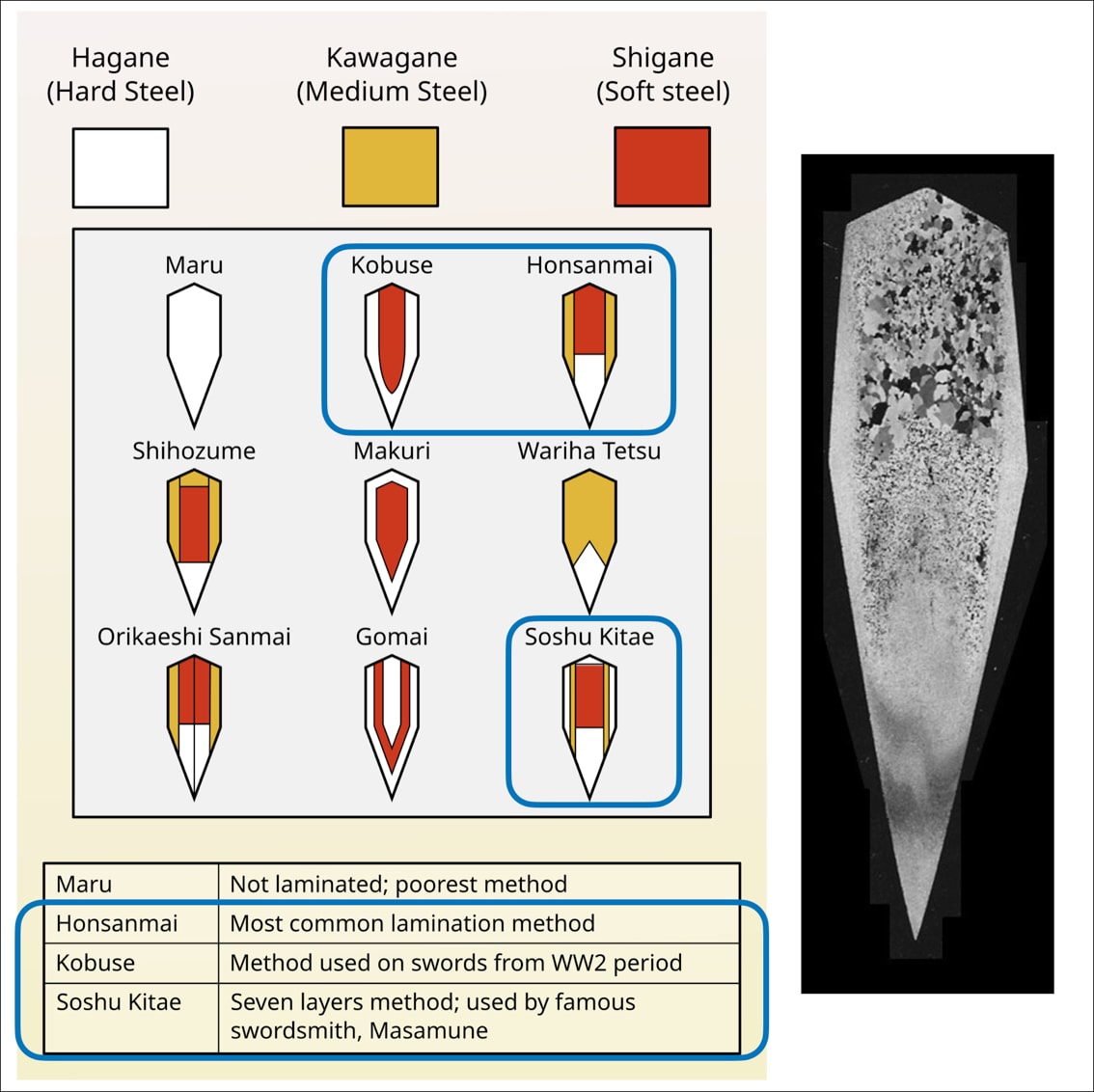
In the cross-section photo of a samurai sword on the right, you can see three different steels—hard for the edge, soft for the spine, and medium on the sides, somewhat like the Honsanmai diagram at the upper right. This photo is from the book Study of Japanese Swords by Yurie Endo Kalchak. On her website, she writes, “A member of our sword club gave us a very rusty, damaged sword. My husband cut the blade and took the micro-photo of the cross-section. This sword has a more complicated construction than the usual Kobuse method. It looks like it has three different hardness[es] of steel. [It] seems like it was once one of the top swords made by a top sword-maker.”
Halchak, Yurie Endo. (2021). |Sword making process. Study of Japanese Sword. https://studyingjapaneseswords.com/2018/09/04/32the-process-of-making-a-sword/
It’s worth examining in technical detail exactly how the differential hardening of the blade, achieved by quenching it with clay, actually worked.15 It took just 10 seconds for the entire blade to go from one microstructural state to two new ones, plus a new overall shape. Bear in mind, the Japanese discovered all this empirically, through generations of trial and error. They had no way to precisely measure forge temperature, metal hardness, or carbon content; no knowledge of the “phases” of steel; and each smith had his own secret sauce for the ingredients of the clay slurry and the temperature of the quenching water.
The swordsmith often did the work at night in order to observe clearly the color of the blade as he heated it to a precise point. It had to be hotter than dull red, but not so hot that it turned bright red or orange; the whole blade needed to be cherry red. That’s when the temperature of the steel is 750 to 800 degrees Celsius (1,382 to 1,472 degrees Fahrenheit), and it has converted wholly to a micro-structural phase called austenite. The smith then plunges the glowing clay-coated blade into water, and three radical things happen.
First, within a second of being quenched, the thinly coated edge of the sword flashes into the crystalline steel phase called martensite, which is extremely hard, but also as brittle as a porcelain teacup.
Second, martensite is larger in volume than austenite by 3 percent, so as it forms and expands, it makes the blade curve away from the edge.
Third, where the clay is thick on the spine of the blade, the slower cooling converts the austenite into a layered mix called pearlite—a soft but strong combination of iron-like ferrite and cementite, which is a hard carbide. Pearlite is 2 percent smaller in volume than austenite, so as it forms and shrinks, the blade finishes taking on the classic edge-outward shallow curve of a samurai sword.
The spine of the blade is thus made doubly tough—low-carbon steel cooled slowly to pearlite. And the edge is doubly hard—high-carbon steel cooled instantly to martensite.
Once the blade is polished, a wavy line along its entire length indicates the boundary between the tough pearlite and the sharp martensite (that is, between where the insulating clay was thick and where it was thin). That boundary is called the hamon (“edge pattern”). Before Masamune’s time, the hamon was a straight line. Masamune and his contemporaries turned it into the most artistically expressive element of the sword. The hamon might be gently undulating, irregular, or shaped like flower buds; it might sparkle subtly with microscopic crystals of martensite. The beauty and value of a sword is often judged by the quality of its hamon, and collectors study a sword’s hamon to identify its lineage, authenticity, and historical context.

A sword’s hamon is the visible boundary between the martensite edge and the pearlite body formed by the differential hardening that occurs when the clay-covered red-hot blade is quenched in water. The extremely hard martensite forms where the steel cools instantly under a thin coating of clay slurry, and the softer, tougher pearlite forms where the steel cools more slowly under thicker clay.
Here, the lower photo is a close-up of the Kanze Masamune sword shown earlier; the upper photo is from a recent YouTube video demonstrating the traditional process of making a samurai sword. In preparation for quenching, the smith is shaping the clay slurry to create the hamon as a series of crescents.
Just how sharp were the samurai swords of the 14th century? They could cleave a human torso in half with one blow. That was, in fact, one way their sharpness was tested at the time, using the bodies of executed prisoners. (An acceptable substitute was a rolled tatami mat soaked in water to simulate flesh, with bamboo inside to simulate bones.)16 Since the sword is designed to be swung with two hands, the swordsman can put a lot of muscle behind the blow, and with its curved edge, the blade slices instead of hacks. In the words of John Keegan, author of A History of Warfare, “First-quality samurai swords were the best edged weapons that have ever been made.”30
On Masamune’s blades, with their slim, wide shape, the sides of the edge met at a narrow angle of 10 to 15 degrees. The specialist responsible for sharpening and polishing the sword, the togishi, would wield a sequence of ever finer-grit stones, culminating with an ultra-fine stone of 10,000 grit or higher to give the entire blade a mirror finish. The martensite edge is so hard (Rockwell hardness of 60 to 65 HRC), the togishi’s task can take days or weeks. The result is an edge you can dry-shave with, and yet it is tough enough to keep its edge through extended fighting. (Modern disposable scalpels and razors are slightly sharper, but they lose their edge quickly.) Comparable 14th-century European swords, because they were tempered, had a Rockwell hardness of only 50 to 55 HRC, and their edges had a fatter angle of 15 to 20 degrees. Smiths honed them on a grindstone and settled for moderate sharpness.
Masamune and his disciples led what has been called Japan’s golden age of swordmaking. During his working life, between 1288 and 1328 CE, hundreds of swordsmiths in Japan produced blades for the rising samurai class. Masamune probably knew, or knew of, at least half of them, because the five major schools (or traditions) of Japanese sword crafting were founded at that time, and they were intensely aware of each other, building on each other’s innovations and competing for superiority. Smiths and their samurai clients traveled among the schools, and swords from each school were used and studied all over Japan.
It was a classic case of “scenius”—artist Brian Eno’s term for what happens when a number of brilliant creators collect at a particular time and place to work in close collaboration and competition. By inspiring and provoking one another to operate at a transcendent level, the creators comprise a community of practice that takes joy in driving toward breakthroughs and progress—the opposite of the conservatism of the European guilds.
Genius blacksmith Masamune soared high on the wings of his peers, and they on his.
___________________________
The second innovative blacksmith I want to examine is John Deere, a 19th-century American who served the pioneer farmers of the Midwest prairie. His specialty was plows.
Agriculture—and civilization—began when humans discovered that planting seeds went better if the soil was loosened first. The authoritative 1911 book Power and the Plow, by Lynn Ellis and Edward Rumely, spells out the multiple reasons why:
Pulverization changes the hard soil into a deep mellow seed-bed, offering little resistance to the travel of plant roots in search of food and water. It enlarges the feeding area of roots, by placing more plant food and moisture within easy reaching distance. It checks the cooling of the soil by surface evaporation, and thus favors the germination of seeds. It retards the loss of moisture in the heat of summer. It promotes bacterial action in the soil, the fixation of atmospheric nitrogen by bacteria, and the change of plant food from the insoluble to the available form. It enables the soil to recover, in the shape of dew, a part of the moisture lost by evaporation. By more than a thousandfold increase in the area of the soil grains… and the volume of the air spaces between, it enables the soil to fix a larger amount of nitrogen from the air.18 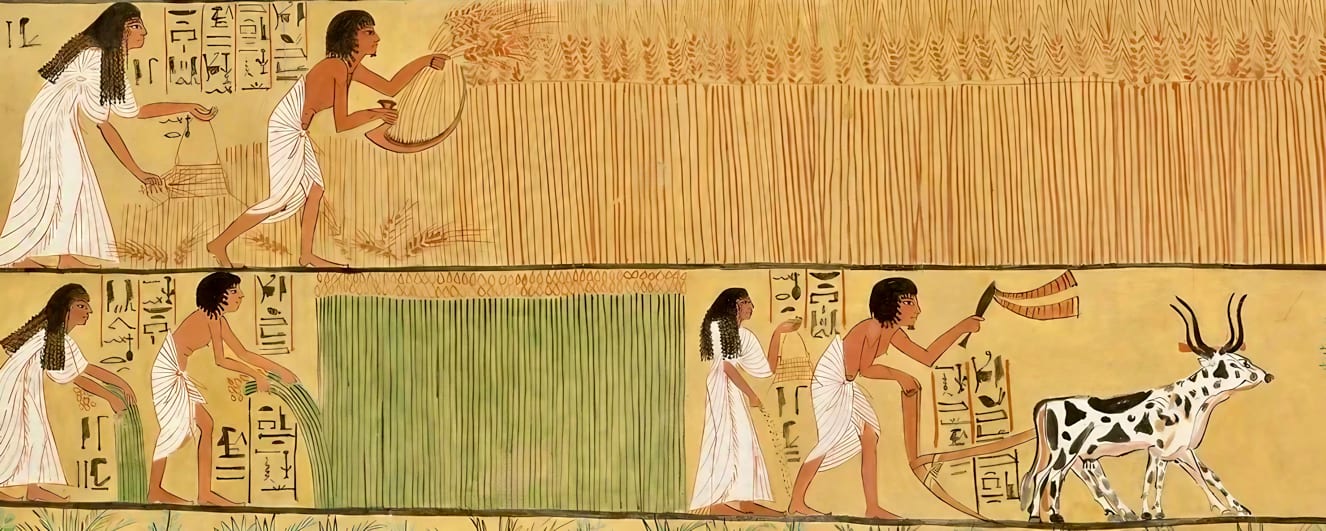
A painted wall in the tomb of the Ancient Egyptian artisan Sennedjem, circa 1250 BCE, depicts Sennedjem and his wife, Iineferti, in the afterlife plowing and planting wheat (lower right) and harvesting the crop (upper left). A pair of dappled oxen pulls the earliest form of plow, called an ard or scratch plow. Following Sennedjem, Iineferti drops wheat seeds in the shallow furrow. In the upper left, he cuts the wheat with a sickle and she gathers the stalks. Some 1,200 years earlier in Egypt, reliefs in the Tomb of Ti (circa 2450 BCE) show the same kind of scratch plow in use.

After 1000 CE, the medieval “heavy plow” dramatically increased the population of Western and Northern Europe by making croplands far more productive.19 Its wheels supported a heavy plow that could dig deep in the dense soil, and its moldboard pulverized and inverted the turf, burying weeds. (The scratch plows that worked fine in the light soils of the Mediterranean were useless north of the Alps.) This illustration of spring plowing and planting is from the “March” page of the gorgeous Flemish manuscript Très Riches Heures du Duc de Berry, created in 1416 CE.
The most important improvement to plow design was the addition of a moldboard—the flared part that rotates the soil upside down, turning weeds into nutritious mulch. Power and the Plow explains:
Plowing with properly designed moldboards accomplishes by far the greatest amount of pulverization. In addition, it checks the growth of weeds which steal food and moisture, burying them beneath the surface, where they decompose to improve the physical condition of the soil, and to yield up supplies of humus and plant food for the benefit of plants of economic importance.20The earliest moldboards were invented during China’s Han Dynasty in the 1st century BCE. Made of cast iron, they were called kuān, meaning “broad,” because they created a wide furrow. A thousand years later, northern Europe developed the “heavy plow” that helped feed a growing population after 1000 CE. Its revolutionary moldboard was originally made of wood, hence moldboard. (The “mold” part refers to soil.) By the 18th century, in the midst of the Scottish Enlightenment and its transformation of Scotland’s agriculture, James Small developed a scientifically designed iron moldboard that beat all others in plowing competitions and was widely adopted.
Meanwhile, in Enlightenment America, two farmer-politicians, Thomas Jefferson and Daniel Webster, joined the race to design a better plowshare. Jefferson came up with a mathematically precise moldboard and put it to use at Monticello. The great orator Daniel Webster designed what some called the “largest plow ever built on this continent.”21 Its moldboard was four feet long and over two feet high. Power and the Plow has Webster’s story:
He believed in deep plowing, and the success of his plow in a brush-covered pasture may be told in his own words: "When I have hold of the handles of my big plow in such a field as this, with four yokes of oxen to pull it through, and hear the roots crack and see the stumps all go under the furrow, out of sight, and observe the clean, mellowed surface of the plowed land, I feel more enthusiasm over my achievement than comes from my encounters in public life in Washington.”22But the man who won the race to develop the great American plow was no landed gentry like Jefferson or Webster. He was an impoverished blacksmith who had to run off to avoid debtor’s prison, leaving his pregnant wife and four children behind in Vermont.
Born in 1804, John Deere was four when his father disappeared, presumed lost at sea. His mother did her best to support the family of six with work as a seamstress in Middlebury, Vermont. When he was 17, John entered a formal four-year apprenticeship with a well-regarded local blacksmith, Benjamin Lawrence. A biography of Deere notes that “Lawrence proved to be a strict master and a skilled teacher, both traits of a strong masculine figure the boy had been deprived of his entire life.”23
Journeyman Deere quickly acquired a reputation as a hard worker, and he found employment repairing the iron hardware for wagons and stagecoaches. Customers for farm tools noted that the tines of his hay forks were so finely polished that “they slipped in and out of the hay like needles.”24 Deere later explained that he grew up polishing sewing needles with sand for his seamstress mother.
Deere was determined to have his own shop and borrowed money to build one. (America had no European-style guilds to delay him from becoming a master blacksmith on his own schedule.) When the shop burned down, as smithies often did, he borrowed more money to rebuild it. Then it burned again. Deere was married, with a growing family. They wound up moving five times within Vermont, looking for work before settling back in Middlebury. The problem was, Vermont had too many blacksmiths and not enough customers, in part because many were leaving to start pioneer farms in Ohio, Indiana, and Illinois, taking advantage of the newly completed Erie Canal connecting the Hudson River to Lake Erie and the West.
In 1836, everything closed in on John Deere. The banks were collapsing because President Andrew Jackson committed an economic folly (closing the nation’s central bank) that set off the Panic of 1837.
One of Deere’s creditors had the sheriff serve a summons, ordering him to repay $78.76 or face debtor’s prison, and he had no cash reserves. Deere knew several Vermonters who had migrated to Grand Detour, Illinois, and they had let him know that the town needed a blacksmith. Deere packed his tools, told his wife and children they could follow him when he made some money, and set out for the Illinois frontier. He was 32.
Via the Erie Canal and the Great Lakes, Deere arrived in Chicago and took a stagecoach to Grand Detour on the Rock River. (Here, the story gets personal for me. I grew up in Rockford, Illinois, next to the river that gave the city its name, just 37 miles upstream from Grand Detour. I knew the Rock River as a place to ice-skate in the winter and catch crayfish in the summer.)
Grand Detour in 1836 was far from grand. Most of the homes in town, like many settlers’ homes nearby, were one-room log cabins, basically hovels. They were described by the New England transcendentalist Margaret Fuller in 1843:
So many dwellings of the new settlers… showed plainly that they had no thought beyond satisfying the grossest material wants. Sometimes they look attractive, the little brown houses, the natural architecture of the country in the edge of the timber but almost always when you came near, the slovenliness of the dwelling and the rude way in which objects around it were treated, when so little care would have presented a charming whole, were very repulsive.25In a region devoid of servants (or old people), Fuller was astounded at how hard the frontier women had to work. The Rock River enchanted her: “This beautiful stream flows full and wide over a bed of rocks, traversing a distance of near two hundred miles, to reach the Mississippi.… The country along its banks is the finest region of Illinois.”26 In villages like Grand Detour, she found “many New Englanders of an excellent stamp, generous, intelligent, discreet, and seeking to win from life its true values.”27
When John Deere arrived in Grand Detour, he discovered that a Vermonter he knew, Leonard Andrus, owned and operated the village’s water mill, which powered his flour mill, sawmill, and other nearby shops. The sawmill was shut down due to a broken iron part. Andrus hired the new blacksmith to fix it. Deere threw together a makeshift forge made of rocks and river clay and had the sawmill running again two days later. Then he set about building a proper blacksmith shop.
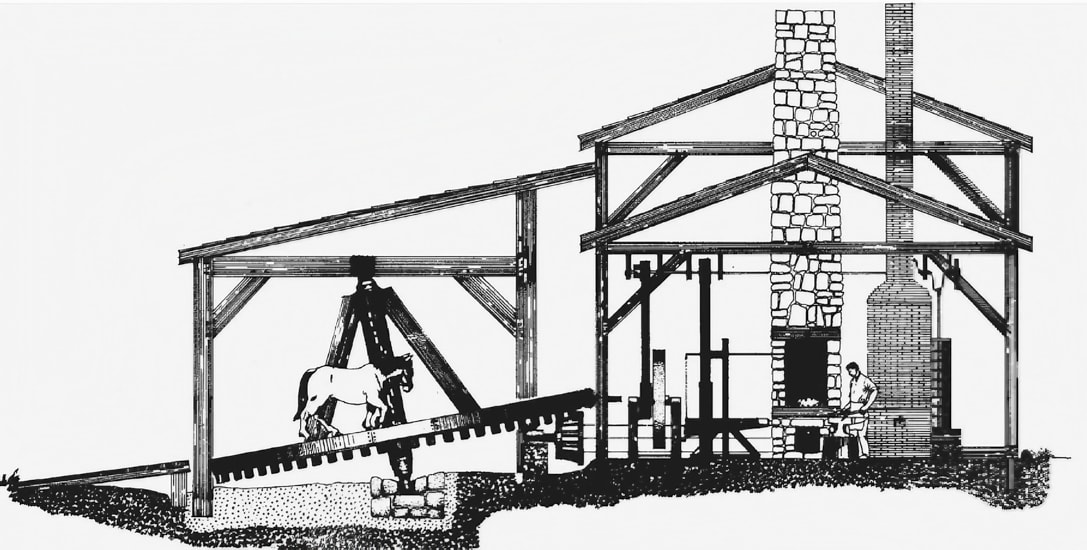
In the 1960s, Deere & Company hired industrial archeologists from the University of Illinois to locate and study the site of John Deere’s original 1837 blacksmith shop in Grand Detour. This is what they found. By 1840, Deere had expanded it into a plow factory. Power supplied by a horse on a circular treadmill turned an overhead shaft connected to a large bellows for the brick furnace on the right (used to melt steel for casting), as well as to drive belts for the smaller bellows for the forge in the middle, and a massive grinding wheel on the left. The anvil for shaping iron and steel was just in front of the forge.
As the only blacksmith for miles around, John Deere was immediately inundated with work. In the course of the usual making and mending of everything made of metal, he heard complaints from farmers furious with their cast-iron plows, which could not till the Illinois soil without clogging up. So he invented a solution for them.
The story is often told wrong. People say, “John Deere invented the steel plow.” No, he didn’t. Other blacksmiths had experimented with steel plows. Another exaggeration was: “John Deere: Inventor of THE PLOW THAT BROKE THE PLAINS.” That’s on a prominent sign in Middlebury, Vermont, at the site of Deere’s apprenticeship with Benjamin Lawrence. It’s an understandable mistake, because tilling the Midwest presented American farmers with a variety of new problems. Breaking the dense prairie sod was one of them. Deere solved a different problem.
I wish I had known when growing up in northern Illinois that the whole region was one enormous, endless tall-grass prairie just a century earlier. I would have searched for remnants of it. The native grasses, such as big bluestem, Indiangrass, and prairie cordgrass, grew up to eight feet high—a person on foot could get lost in it—and since the grasses were perennial, they had been laying down root structure for centuries. Their sod was a solid mass of fibrous roots and dense soil as tough as leather, sometimes a foot thick. A farmer who wanted to plant crops had to hire someone with a team of four to eight oxen and an enormous “breaker” plow like Daniel Webster’s to reach clear under the sod and turn it upside down. That was done in early spring so the exposed sod could disintegrate over the course of a year’s weather. The following spring, the farmer could begin to exploit the extraordinary paydirt that had been exposed.
Soil scientists call it “mollisol.” It thrives under natural grasslands. Up to three feet deep in Illinois, it was black, fragrant, moist, dense with organic matter and mineral nutrients, and exuberantly fertile. The Britannica entry for mollisols says they “are highly arable soils used principally for growing grain and cereal crops, often inspiring the name ‘breadbasket’ for the regions where they dominate.”28 That was the good news. The bad news for newly arrived farmers was that their cast-iron plows that had worked fine back in the loose and sandy soils of New England got hopelessly mired in the thick, wet prairie gumbo of Illinois. Every few steps, a plowman had to stop and use a wooden paddle to scrape off the clods sticking to every part of the plow. (Cast iron has a rough surface that cannot be polished.)
John Deere had an idea for a plowshare that might work. He knew that polished metal, like his mother’s needles or his famous hay fork tines, could make the moldboard slippery. As for the “share” part that cuts into the soil (the word derives from “sheer”), it would have to have an extremely sharp and durable edge. That meant steel. At Andrus’s sawmill, he found a broken steel saw blade 12 inches wide that might work. At his smithy, he made a one-piece diamond-shaped moldboard and share, where the moldboard was made of wrought iron and the share (the leading edge) was steel welded to the iron. Then came the all-important polishing and sharpening with grindstone, files, and emery powder or fine sand on cloth or leather.
It was the opposite of a behemoth breaker plow that required an ox team. It was a light, one-horse walking plow.

Top: A meticulous replica of Deere’s original 1837 plow is displayed at the John Deere Historic Site in Grand Detour, Illinois. It duplicates Deere’s curlicue finger-nut on the threaded rod securing the plowshare to the horizontal beam—a decorative touch by a master blacksmith.
Inset: On permanent exhibit at the Smithsonian National Museum of American History is John Deere’s revolutionary self-scouring plow. It’s one of the first three highly polished “diamond plows” he made, sold to an Illinois farmer in 1838. It was widely assumed to be all steel, but when Smithsonian curator Edward Kendell tested the metal in 1959, he found that only the share—the cutting edge along the bottom—was steel; the rest was wrought iron welded on.29
For its first public test, Deere picked the sodden bottomland just across Rock River from his shop, where a man named Lewis Crandall had a farm with supremely difficult soil. Crandall also ran the ferry, so we can picture him ferrying a small crowd to see what John Deere could do with his shiny plow. It became a storied occasion. With his plow hitched to one of Crandall’s horses, Deere proceeded down the field, carving a neat furrow, without stopping. The sticky soil glided off the polished moldboard. Ninety years later, in 1926, a Chicago journalist imagined the impact:
Down the field they moved and in their wake—ah, miracle of miracles!—a clean cut furrow; a clean cut furrow slice of black, greasy soil. The impossible had been accomplished. A plow had been found that would work—that would cleave, without carrying, the rich alluvial earth of the Mississippi valley; that would, as the farmers say, scour itself.30
His Successful Moment is the title of this 1936 painting by the popular commercial illustrator, Walter Haskell Hinton. It and 11 related paintings by Hinton were commissioned by Deere & Company to celebrate the centennial of John Deere’s breakthrough plow demonstration.31 In white shirt and (incongruous) blacksmith’s leather apron, he is depicted as pausing to discuss how perfectly his polished plow scours, never clogging in the sticky soil. The horse’s reins are looped over his right shoulder in the customary manner of a skilled plowman.

One hundred and fifty years after Deere’s momentous demo, Deere & Company distributed a collectible pewter belt buckle based on the Hinton painting. (The company enjoys an intensely loyal customer base and feeds their loyalty with an endless supply of collectibles, children’s books, and the like.)
Word got around fast. Early adopters called it “the singing plow” because, they bragged, it cut so fast through foul ground, it made a whining sound. The price was $12 (about $400 in 2025). John Deere sold one in 1837, two in 1838, 10 in 1839, 40 in 1840, 75 in 1841, 100 in 1842, and 400 in 1843. Deere & Company later explained how he grew his business so rapidly:
It was the practice of that day for blacksmiths to build tools on order for customers. But John Deere… would produce a supply of plows and then take them to the country to be sold—an entirely new approach to manufacturing and selling in those early pioneer days, and one that quickly spread the word of John Deere's "self-polishers."32He was done with failing in business. His growing family had arrived after a six-week journey by Conestoga wagon and moved into the frame house he had built for them. Unable to pay for assistants, he labored in his shop “from four in the morning until late into the night,” according to one biography.33 Then he hit the road with a wagonload of plows to demonstrate for farmers, some of them traveling through Illinois on their way further west. Competitors in other Illinois towns forced his prices to stay low, but he studied their products and copied their best ideas, as they did his. Most of his customers demanded credit because they could not pay until harvest time, and Deere had to ask for credit from his suppliers of iron and steel. Everybody was in arrears and maddened by it.
Deere was a perfectionist about quality. His credo was: “I will never put my name on a product that does not have in it the best that is in me.” One of his later partners, John Gould, described his process of refining the features in his plows:
When he made a plow, he tried it himself in different soils; if he could add an improvement to it, he did so, and would then turn it over to a farmer to be tried by him also. If any improvements were suggested they were made. If he came across anything new which he regarded as an improvement, he adopted it, and tried that before offering it for sale to the public.34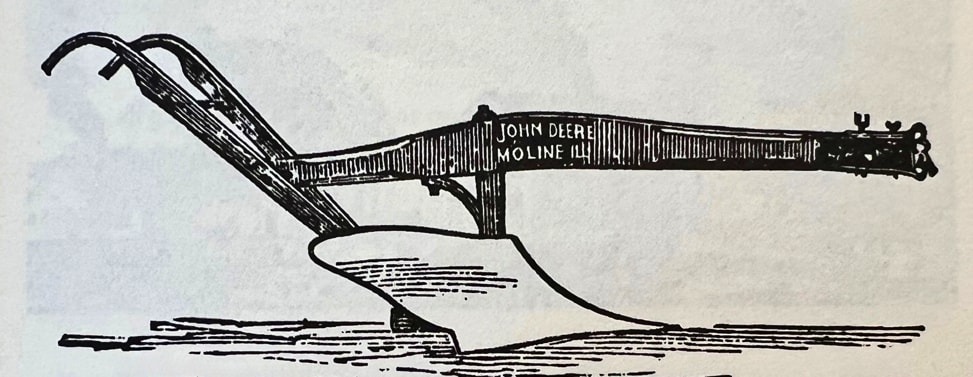
In an 1858 ad, Deere named this his “IMPROVED CAST STEEL CLIPPER PLOW.” The moldboard was polished cast steel, and the share was polished high-carbon German steel that would take and hold a keen edge. Its long, narrow point was suitable for Midwest soils that were free of rocks. The trailing part of the share, called the “heel,” set the width of the furrow and completed the horizontal cut, lifting the slice of soil to be rotated by the moldboard. Deere never stopped making improvements to his plows.
Deere also obsessed about the quality of the metal in his products, especially the steel. High-quality steel was not yet made in the US, so he ordered steel from England. An ad he wrote for the local newspaper announced, “We have on a hand a large quantity of CAST STEEL which was manufactured expressly for us at the River Don Works, Sheffield, England.”35 In 1846, when the very first slab of high-grade cast plow steel was produced at a steelworks in Pittsburgh, it was shipped to their first customer: John Deere.
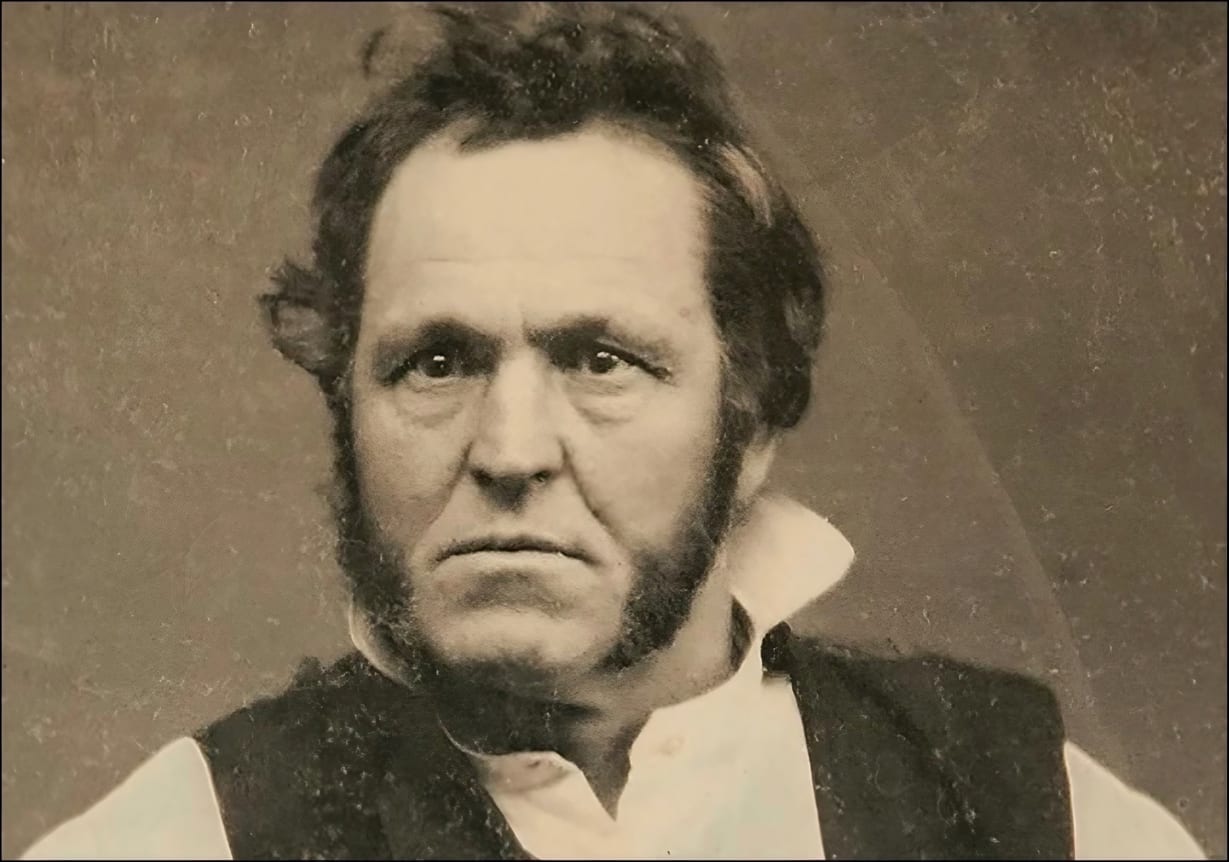
John Deere in his late 40s, circa 1852. He was described as “about six feet tall… with massive shoulders and arms.”36 This photo is part of a 3x4-inch daguerreotype that turned up in 1994 at a Sotheby’s auction. It is now on display in Vermont at the Middlebury College Museum of Art, just a mile from where young John Deere apprenticed with blacksmith Benjamin Lawrence.
John Deere, the man, was gruff, curt, and headstrong. Yet he was much admired and often loved. He inspired loyalty. Though he routinely broke up with partners, he always stayed friends with them. His workers knew him as a fellow worker who had made good; he was proof that they might do the same some day.
By 1842, Deere was in a classic start-up bind. He had more demand than he could supply, and everything was on credit. To keep growing, he needed capital. In 1843, he went into business with Leonard Andrus, and together they built a two-story water-powered factory by the river that turned out 400 plows that year. An important hire was Robert Tate, an exceptionally handy blacksmith and mechanic from England, brought in to provide the factory with steam power and a power lathe, and to organize the shop for faster production.
The next limiting constraint on the company was shipping. Deere realized he needed to relocate to the Mississippi River, preferably to a place where the railroad would soon come. In 1848, he bought out Andrus, whom he mistrusted, and went with Robert Tate to scout for a new site. They settled on Moline, where the Rock River joined the Mississippi. It was a bold move, and the right one. Deere & Company is headquartered there still, 175 years later.
It took Tate just two months to build a new factory and get it running. Meanwhile, John Deere hired his friend John Gould as bookkeeper and brought him in as a partner, along with Tate. Tate would be in charge of the factory, Deere would focus on marketing and sales, and Gould would manage the finances. Gould later recalled:
I opened immediately a set of books by the double entry system… which seemed to be a curiosity to the other merchants and businessmen; they did not know what it was like. They frequently came into the office to see the system37.…We had no pay day for the employees. We traded our plows to the merchants in Davenport and Rock Island, Muscatine and other towns nearby and then gave orders to our men on the stores for what they needed, and we had a boardinghouse.…38 The currency that we used was mostly foreign money; we had Mexican, French, and English coins and very few bank notes.… It is almost impossible for a person now to conceive of the inconveniences of doing business without banks.39Agriculture was exploding throughout America, and some 2,000 plow makers across the country were busy keeping up with the boom market. Deere’s strategy, according to a blacksmith who worked for him, was to concentrate on efficiency of production: “He said he did not care so much for a large profit, but by a smaller profit and by the number he would make, he would be enabled to drive out competition.”40 To that end, part of Tate’s role was to bring in and organize America’s new machine tools to make production cheaper, faster, and more precise. Tate was baffled by another element of Deere’s strategy, however. Partner John Gould recounted their incessant debate:
Mr. Deere would say to Mr. Tate, “We have got to change this or that about the plow and make an improvement,” and Mr. Tate would inevitably reply, “Damn the odds, they have got to take what we make.” Mr. Deere would say, “They haven’t got to take what we make, and somebody else will beat us, and we will lose our trade.”’41High-quality product, constantly improved, at an attractive price—that became the company’s foundational philosophy and hallmark. That first year in Moline, they sold 700 plows. The next year, they sold 2,100; the year after that, 4,000. By 1856, they sold 13,400 plows in seven different models, along with a growing number of other farm implements, such as seed drills, cultivators, and wagons.
With scant education, no training in business, and no business experience outside his blacksmith shop, John Deere was building a company that could scale and last.
Moline’s location on the Mississippi gave the company the ability to ship north and south as well as east up the Ohio River and west up the Missouri, but the river was navigable only four months a year. (From August to December, it was too low; from December to April, it was frozen.) In 1854, the railroad arrived and immediately built the first bridge across the Mississippi, soon opening the West to settlers and salesmen year-round. Eastward, Chicago was just six hours away.
Along with advertising heavily in newspapers, Deere traveled to all the county fairs and state fairs, which featured highly popular plowing contests. They provided insight into his competitors’ products, and winning them gave him publicity in local papers and material for his ads. Biographer Wayne Broehl writes:
After he won the first prize at the Illinois State Fair in 1855, the local Rock Island paper ran a special editorial, noting that the Chicago Tribune writer had said that Deere’s subsoil plow was “the finest that he ever saw.” The Rock Island paper [wrote]… “Mr. Deere is the best, the largest, the most liberal, and studiously honest manufacturer of plows in the whole North-west.”42The fairs also helped Deere keep up with what farmers wanted and needed. As interchangeable parts became achievable in American manufacturing, he made sure to provide the service to his customers so they could make their own repairs. One of his catalogs suggested:
One well-hardened mold-board will wear out two or three shares, and when Plows are furnished for distant markets where it is almost impossible to get a Plow properly repaired, the value of duplicate shares is still further enhanced.43With his growing prosperity, Deere was able to give his son Charles the schooling he never had. Charlie attended several private schools and three colleges, ending with Bell’s Commercial College in Chicago, where he got the equivalent of a Master’s in Business Administration. The 16-year-old then joined his father’s company as a bookkeeper in 1853. As a youth, Charlie had gone on business trips with his father, chafing at being quizzed on “the multiplication table, spelling, and the like.”44 He recalled, “I used to accompany our wagons in delivering plows through the country and learned to be quite proficient in hitching to and running a plow. Driving horses came naturally to me.”45
In a way, John Deere’s daughters were as valuable to the company as his son. Three of them married able, enterprising men who would be invited to take senior roles in the company. In 1851, the oldest daughter, Jeanette, married a lawyer and banker named James Chapman. That same year, Deere’s partners John Gould and Robert Tate left the company (but remained fast friends), and Deere replaced them with his new son-in-law, Chapman. Meanwhile, the company was expanding, and young Charlie Deere, according to The John Deere Story: A Biography of Plowmakers John and Charles Deere, was learning
every aspect of the business—from making plows, to purchasing materials, to marketing, to pressing debtors for payment.… Often on the road for months at a time, he traveled throughout Illinois and neighboring states, making personal contact with farmers, implement dealers, and hardware stores.46Just as the Panic of 1837 had forced John Deere to leave Vermont, a new Panic of 1857 forced him to change the leadership of his company. This time, a bank in New York failed, and suddenly, cash dried up—everyone was in debt, and no one could pay. Two sons-in-law came to Deere’s rescue: James Chapman and Christopher Webber, whom daughter Ellen had married in 1851. Chapman worked with Webber to help the Deere family refinance and reorganize the fast-growing company, putting 21-year-old Charlie Deere in charge—a position he would thrive in for the next 45 years. In 1860, Charlie’s sister Emma married New York businessman Stephen Velie, who would become Charlie’s closest confidant and secretary of the company.
John Deere, at last freed from running the company, chose to spend time on the factory floor and do some inventing. The conventional sand-casting for his cast-steel moldboards and shares left rough air pockets, so he devised a method of coating the sand molds with a mixture of graphite and fire-clay water and then baking it. The result would “produce a perfect casting, or one with a smooth surface free from holes or air-cells,” he wrote in his successful 1864 patent application—the first in the company’s history.47
The next year, 1865, he received another patent for devising a better way to connect the parts of his plow, as he wrote in the patent application,
in a firmer and more durable manner than hitherto, and at the same time to provide for readily detaching these parts at pleasure… so that in the event of any one of these parts wearing out or breaking they may be replaced by other parts of a similar form and construction.48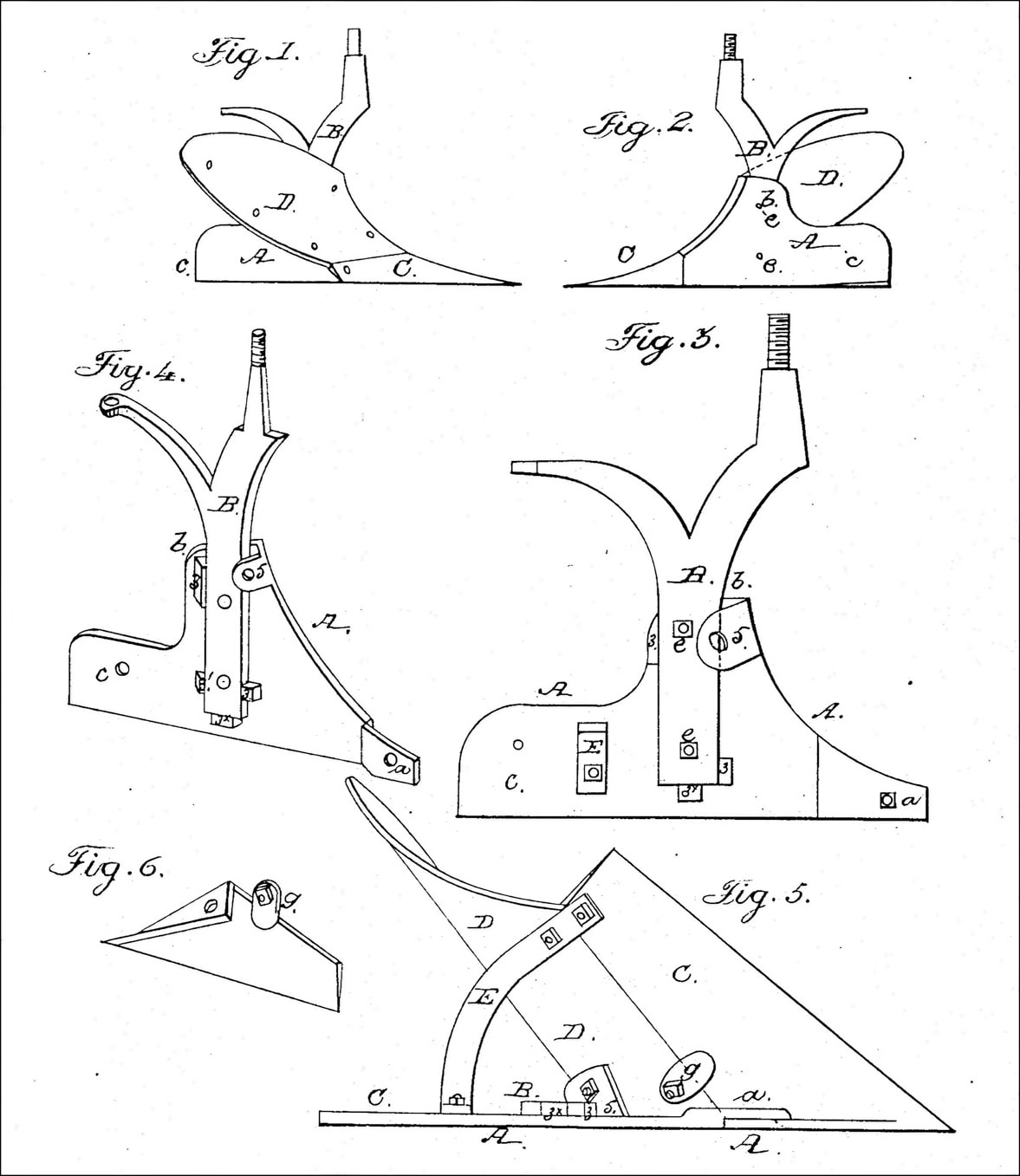
John Deere’s 1865 patent drawings for a sturdier attachment of a plow’s parts, which also made it easier to disassemble the plow for repair. His drawings show the five parts of the plow and how they were bolted together: the moldboard (D), share (C) , standard (B), landside (A), and horizontal brace (E). Most of his innovations were on the cast-steel landside (A), providing lugs (3) to secure the standard and an ear (5) for connecting firmly to the moldboard. In one of Deere’s ads, he pointed out that his plows were “put together with bolts and nuts instead of rivets, consequently more readily repaired.”49
He signed the drawings:
Deere also dedicated his time and money to improving Moline, which had grown from a small town of 1,200 when he moved there in 1848 to a major manufacturing hub of 8,000 by the 1860s. His view was that a healthy company needed a healthy city around it. He supported schools, colleges, and churches (of all denominations). He cofounded the First National Bank. In 1873, when he was elected mayor of Moline, he focused on infrastructure. During his two years in office, he built a city park, improved the streets and sidewalks and added public lighting, responded to a cholera epidemic by installing a sewer system, and, just two years after the Great Chicago Fire, established the Moline Fire Department and laid the pipes to provide a fire hydrant every 400 feet on city streets.50
By the 1870s, the only non-family member running the company was Gilpin Moore. As a youth living near Deere headquarters in Moline, Moore had apprenticed with his blacksmith father, then further apprenticed at a local machine shop, then took over the shop, then joined Deere in 1864, and four years later was made a Deere partner and superintendent of the factory.51 A skilled mechanic and prolific inventor, he was issued 35 patents during his 22 years with the company, all of them significant. Moore’s most consequential invention was an ingenious ride-on plow called the Gilpin sulky. which won every plowing contest it entered and dominated Deere’s sales for decades.

John Deere, in a frock coat befitting his standing as a successful industrialist, assesses the merits of the Gilpin sulky (a ride-on plow). In the background at the upper right is Deere’s ever-expanding factory on the banks of the Mississippi in Moline, Illinois. The Gilpin sulky has offset wheels, with the left wheel high on unplowed ground and the right wheel running lower in the previously plowed furrow, thus level with the bottom of the plow. The long lever on the driver’s right operates a brilliantly simple mechanism invented and patented by Gilpin Moore in 1875. It allows the driver, with a single motion, to raise or lower the depth of the plow and simultaneously adjust the offset of the wheels to match, all while keeping the whole rig level and without having to bear the weight of the driver. The design’s robustness and simplicity made the Gilpin sulky famously easy to maintain. This chromolithograph poster was made for Deere & Company in 1883.
Young Charlie Deere, meanwhile, was propelling the company forward, having put it on a sound financial footing for the first time. To keep up with ever-growing demand, in 1869 he created a semi-independent “branch house” in the railroad town of Kansas City, 270 miles away on the Missouri River. It was a risky move that could have torn the company apart. The branch house had its own entrepreneurial manager; it carried the full line of Deere products, but it also carried farm implements from other manufacturers—giving Deere a cut of its competitors’ profits. Customers could completely equip their farm in one place at one time. Far from weakening the company, Charlie had created a way to keep it growing. Over the next 20 years, branch houses were established in St. Louis, Minneapolis, Omaha, Dallas, and San Francisco. Eight hundred workers in the Moline factory kept them supplied. In 1879, Deere had its first million-dollar sales year.52

The Chicago, Rock Island, and Pacific Railroad delivered service right to the Deere factory's door. A single flatcar like this could carry 200 plows, likely destined for one of Deere’s four branch houses at the time—Kansas City, St. Louis, Minneapolis, or Omaha. In 1882, the year this photo was taken, Deere sold 100,000 plows.
When John Deere died in 1886, at the age of 82, he was mourned nationwide. His life had spanned a revolution in American farming. According to Power and the Plow,
In 1820, 97 per cent of the entire population lived on farms, using hand labor for nearly every conceivable need. As late as 1810, the surplus products raised by four families were scarcely sufficient to support one in town.… By 1900, two farm families were not only able to support three others by their excess products, but their exports to foreign countries enabled the nation to maintain an unheard-of balance of trade.54While the US population grew eightfold from 9.6 million in 1820 to 76 million in 1900 and then soared another fourfold to 345 million in 2025, the percentage of Americans working on farms and ranches dropped from 97 percent in 1820 to 39 percent in 1900 to 1.5 percent in 2025. To comprehend what it took to get that astounding an increase in farm productivity, consider two quotes. First, this one from Power and the Plow:
For man, as well as animals on the farm, the dusty monotonous work of plowing is the hardest drudgery. Think of the power required to pull a plow only the distance across the room, and then of the eight and one-fourth miles of furrow travel in every acre of land. To plow a square mile with a twelve-inch plow, one man and two or three horses must each walk 5,280 miles, the team constantly exerting power enough to move ten tons over a city street.55Second, this from “The Impact of John Deere’s Plow:”
To till an acre of land with a spade required 96 hours; to plow an acre with a yoke of oxen and a crude wooden plow took twenty-four hours; with a steel plow such as John Deere developed took five to eight hours; but in 1998, a 425-horsepower John Deere 9400 four-wheel-drive pulling a fifteen-bottom plow tilled an acre every 3.2 minutes. Never in history has an acre of land been moldboard plowed with less physical effort by the plowman. Never has the soil been better tilled, nor has it produced more.56A 2025 history of the American prairie titled Sea of Grass offers another perspective:
The number of acres under cultivation in the Midwest nearly doubled between 1850 and 1860, and then quadrupled again by 1900, reaching 222 million acres.… By the middle of the twentieth century, just 1 percent of the eastern tallgrass prairie remained.57Deere & Company’s business—and legend—grew with its plows in the 19th century, but it took off with its tractors in the 20th. Here’s a brief version of how that story began.
When Charlie Deere died in 1907, the next president of the company was his son-in-law, William Butterworth. Butterworth’s board urged him to manufacture tractors, but he resisted, citing the hazards of risking the company on one expensive product. An experimental tractor was developed, but, as he feared, it proved to be too expensive at $1,200 for Deere’s customers. Then his salespeople explored a promising tractor being manufactured in Waterloo, Iowa. Called the Waterloo Boy, it was simple, sturdy, and cheap; it could be sold for $750. In 1918, Deere bought the company for $2.35 million and commenced selling Waterloo Boy tractors.58

Adorning this historic tractor at the Smithsonian in 2018—the centennial of Deere & Company’s 1918 purchase of the company making Waterloo Boy tractors—are the bold green and yellow colors that were soon used to identify all Deere products, especially their renowned line of tractors, which took over the fields of America and later the world. The colorful tractors became so embedded in America’s rural culture and values that the meaning of a country song title, “John Deere Green,” was understood by all. (It’s a love song. Performed by Joe Diffie, written by Dennis Linde, and released in 1993, it reached number 5 in the country music charts.)59
Two things about the tractor were so unique and successful that they became standard at Deere. The first was its garish colors. At a time when all tractors were gray, the Waterloo Boy had a bright green body with bright yellow wheels. Its instant success (5,000 sold in the first year) led the company to color nearly all of Deere’s products—and its logo—green and yellow.
The second oddity of the Waterloo Boy was an engine with only two cylinders. Most of the competing tractor companies were trying to make four cylinders work in order to get more power. Frank Silloway, Deere’s head of sales, who had urged Butterworth to buy the Waterloo factory, had this to say:
1st A two cylinder tractor can be built cheaper than a four and price is an important factor, because the tractor is a business machine and must win by its economy. 2nd The tractor, unlike the automobile, must pull hard all the time. The bearing must be adjusted for wear. There are half as many bearings to adjust on a two cylinder tractor and half as many valves to grind. 3rd There are less parts to get out of order and cause delay. 4th The bearings are more accessible on a two cylinder horizontal engine than a four cylinder vertical engine. 5th Two cylinder engines will burn kerosene better than four. 6th Four cylinders are not necessary on tractors. The fact that a tractor is geared 50 to 1 instead of 4 to 1 eliminates all jerky motion. The engine of a tractor can be made heavy and have a heavy fly wheel and can be mounted on a strong rigid frame. Therefore, a two cylinder engine is satisfactory in a tractor and when it is, why go to the four cylinder type60?Once again: The simpler the machine, the easier it is to maintain. Bernard Moitessier knew it, Henry Ford knew it, Mikhail Kalashnikov knew it, and John Deere’s company knew it—that had been their experience with the indestructible Gilpin sulky.
When, in 1923, Deere & Company upgraded the Waterloo Boy tractor to what they called the “Model D,” they added more power and labeled it with a personal version of their company name: “John Deere.” From then on, that was how Deere & Company wanted to be known by customers and the public. Founder John Deere had insisted that his company produce high-quality products, constantly improved, at an attractive price. In the 20th century, that meant tractors customers could rely on as being “dependable, economical, and durable.” It worked. The company sold 161,000 Model Ds over 29 years—the longest production span of any tractor in their catalog, and the first of a long succession of popular models. This poster is from 1928.
Why kerosene for fuel? In 1918, the price of petrol shot up because of the war in Europe, while kerosene stayed cheaper. Cheap was essential in those years. In the 1920s, farmers who were converting from horses for the first time were daunted by the entry costs of tractor use. Then, in the 1930s, the Great Depression of 1929 forced frugality on everyone. Historian Wayne Broehl explains:
The simple, powerful two-cylinder engine successfully burned distillate, fuel oil, furnace oil, and similar low-cost fuels, as well as kerosene and gasoline. Thus the engine could be started with gas, then switched over to the lower-grade fuels. These cheaper substitutes burned more effectively in the big cylinders of the two-cylinder engines than when used in the conventional four- and six-cylinder engines. This was a period of hard times, and an economical design with economical fuel was particularly important.61Uniquely in the tractor business, John Deere manufactured nothing but two-cylinder tractors until the 1960s.

For a 1934 issue of The Furrow magazine, Deere & Company placed this ad detailing why the company was committed to two-cylinder engines for all its tractors: “You, too, want a simple tractor, a sturdy, rugged tractor that will stand up under day-in and day-out heavy-duty farm work, without costly repairs and without costly field delays. You get this in John Deere tractors because of two-cylinder design.… You also want a tractor that is easy to inspect, easy to adjust—a tractor that you can keep in good running order yourself without hiring a mechanic. You get this in John Deere tractors because of two-cylinder design.” The ad copy added that the low weight of the tractor and its ability to run on distillates would “save you $1 to $2 a day in fuel costs.”
For four decades—from the 1920s to the 1950s—you always knew when a John Deere tractor was at work. You didn’t have to see its distinctive colors; you could hear its distinctive sound from far off—Ta-pocketa-pocketa-pocketa went the two cylinders, up the field and back down, hour after hour. Farmers called them “poppin’ Johnnys” or “Johnny poppers.” On YouTube, there’s an eight-minute video that has no narration and no music—just the staccato refrain of an assortment of vintage John Deere two-cylinder tractors plowing. In its first six months, the video drew 210,000 viewers, who made comments like these:
“I could listen to that sound all day long.” “The beautiful sound of the two poppers.” “Oh, I just so love these magnificent machines, my dad had 2 of these WAY BACK IN THE EARLY 80S, one was a 1951 A series, the other a ’52, B series, do I love them JOHNNY POPPERS, POPPN THEIR DISTINCT ENGINE COMBUSTION.” “My years of plowing with a 1954 JD-40 as a teenager without hearing protection has taken my hearing in old age.”62Deere family members continued to run the company into the 1980s. William Butterworth was succeeded as president in 1928 by John Deere’s great-grandson, Charles Deere Wiman, who was succeeded in 1955 by Wiman’s son-in-law, William A. Hewitt, who made the corporation a multinational and served until 1982. As of 2025, Deere & Company, one of America’s oldest businesses, is valued at $128 billion. It is the world’s leading manufacturer of agricultural implements, operating proudly under the first and last name of a canny and principled New England blacksmith who had an idea for a plow that would scour.
Swords and plowshares…. Swords have been obsolete for years. Plowshares are busier than ever. To plant the seeds to grow the crops to feed eight billion people, it’s still best to loosen the soil first.
___________________________
[Footnote: In the 21st century, Deere & Company’s longtime commitment to making their products easily repairable by customers was reversed in their highest-tech new products, and it became a public controversy. I’ll report how that played out in a forthcoming section titled “Right to Repair.”]
___________________________
The social reality of life in and around a blacksmith’s shop was best captured in a little-known 1987 book that seems to be about something else. It concerns a blacksmith’s son who became a car mechanic in a rural area of northern New York State in the 1950s, ’60s, ’70s, and ‘80s.
The book’s title is Working Knowledge: Skill and Community in a Small Shop. The author, Douglas Harper, calls the mechanic “Willie”, but that isn’t his real name. The book is an ethnography, and, as in Julian Orr’s study of Xerox technicians, the anonymity of the subjects is preserved so that their true stories can be told without exposing them to uninvited fame. As I did with Orr’s work, I will quote Harper extensively. Ethnographers revel in detail, and so do I.
Willie specialized in repairing Saabs. He lived in the far north of New York State, where winters are long and hard, and people didn’t have much money. Like Russia’s Lada, the Swedish-made Saabs were cheap, ugly, and solidly built. You could keep one running for decades, and, as Harper points out, “the cars last so long it becomes necessary to maintain all kinds of things that most car owners never even think about.”63 Harper owned a Saab when he accepted a post at the State University of New York in Potsdam. Eyeing the car, his department head told him, “Well, you’ll be meeting Willie.”64
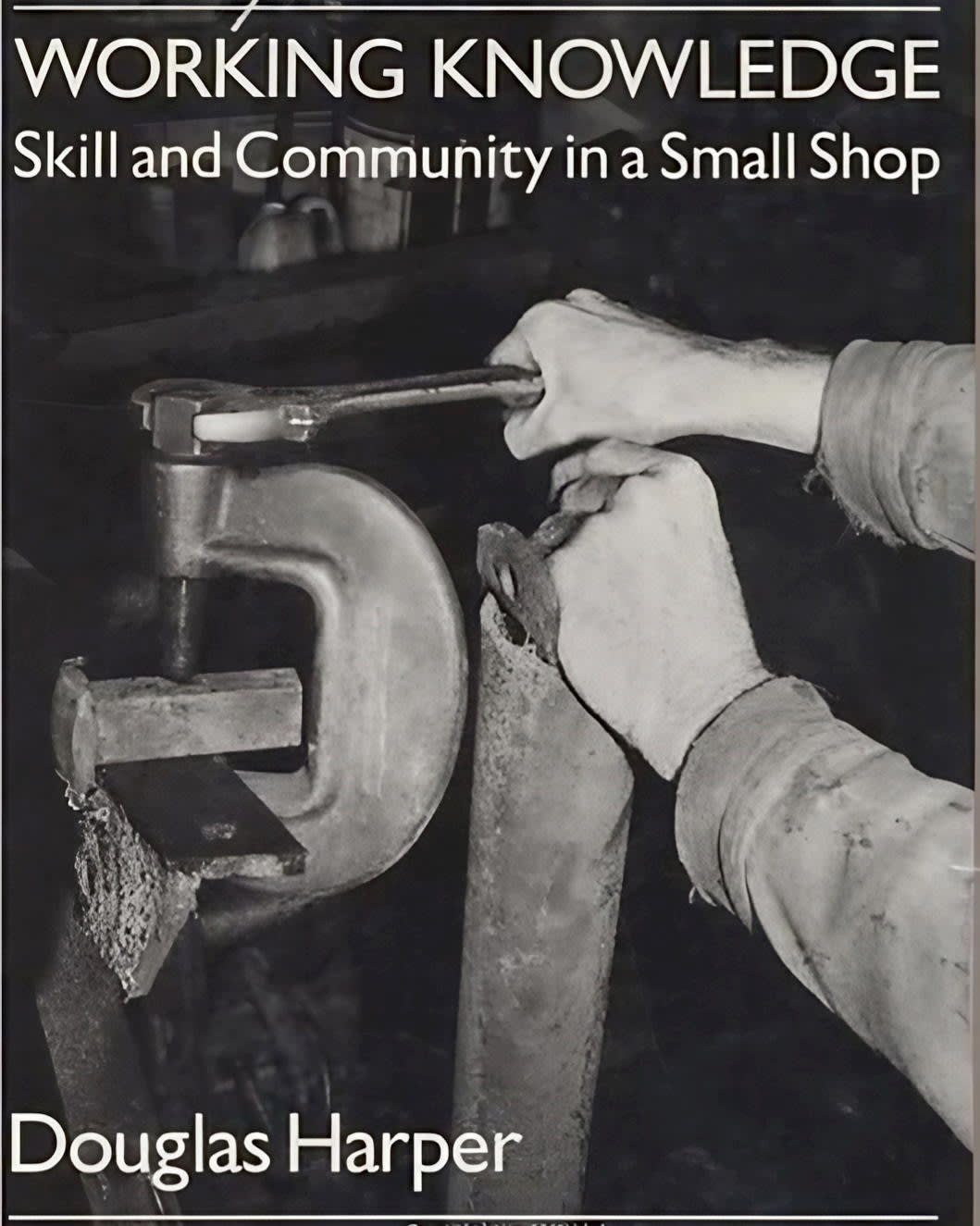
The cover of Douglas Harper’s masterful account of a master mechanic shows “Willie’s” hands C-clamping an extension to the misshapen blade of a sillage blower so he can bend it back into shape with a hydraulic jack and then heat the metal with an acetylene torch to make the bend “take.” “This blower was considered junk,” Willie recalled. “Other people looked at it—they said it was too far gone to fix. They didn’t have enough patience. Every one of those blades had to be bent exactly the same way.… And when I finished I balanced them. Most people don’t do that. I added weld to lighter blades until it was balanced perfectly.”65
Harper found Willie’s shop on a remote back road. It was a Quonset hut surrounded by junk, including 25 dead Saabs. Harper’s description of meeting Willie is a classic account of two niche experts taking each other’s measure:
A man I took to be Willie sat by the window in the front of the trailer drinking coffee, looking grizzled and a bit formidable. He asked my business; I replied that I needed a windshield for my Saab, which I intended to sell. He looked out at my car, and I realized I'd been watched as I approached. After at least a minute of silence he said yes, someone owed him a windshield that would fit. He'd be picking it up one of these days, maybe in a week or two. When? How much? I thought to myself. But I kept quiet, feeling I was being sized up. Finally he asked me why I was selling the station wagon. I told him I had just bought an old Saab Sonnet, a discontinued and peculiar sports car. Only a few had been made, and from my first impression I didn't expect him to know anything about what was an esoteric and rather frivolous car. He replied that he had number 244 stored in a barn near Potsdam, waiting to be rebuilt.66 Thus began a long friendship and collaboration. Harper bought an old farmhouse near Willie’s, and they worked together, first on Harper’s house and Saab, later on Harper’s book about Willie’s shop.
Ever since the 9th century in Europe, when nailed horseshoes and heavy plows came into use, blacksmiths had increasingly specialized in maintaining farm equipment and means of transport. Willie told Harper how his father’s blacksmithing in the 1920s and 1930s bridged the transition from horses to tractors and cars:
A blacksmith in my father's day, along with shoeing horses, did blacksmith's welds—he built the parts for machinery—well, almost the same principle as I'm doing now. It would be a garage and a blacksmith's shop at the same time,… '31, '32—that's as far back as I can remember. When I'd get home in the evenings from school I'd have to stand on a box to help turn the forge. I was seven years old.67Willie reminisced:
A blacksmith could take a sheet of metal and do anything with it he wants to…. We used to take a sheet of metal and make fenders—during World War II, when you couldn’t get parts. We made Cadillac fenders, Chevrolet fenders; front ones, back ones—it didn’t matter. We’d just take a sheet of metal; mold it. Heat and the hammer. All you had for a mold was the look of the one fender that was sitting there. You shaped it to that.68Also in the 1920s and ’30s, gas welding with an oxyacetylene torch replaced the blacksmith’s forge and hammer. The torch offered a portable way to focus extreme heat to cut, shape, and weld metal. Instead of taking the work to a forge, you could take the forge to the work.

Harper’s book abounds with photographs he took to illustrate Willie’s work. Employing what ethnologists call “photo elicitation,” he got Willie to comment in detail on what was happening in the photos. For this picture of Willie mending some farm equipment, he made no mention of the chunk of firewood on an oil drum holding the piece at a convenient height. Instead, Willie called attention to the straightened coat hanger he was using as a welding rod to tack broken pieces back together in preparation for welding with high-tensile steel on the most vulnerable portion. The mild steel of the coat hanger offered flexibility that could absorb the machine’s vibration, while the high-tensile steel gave rigidity and strength where it was most needed. In a 2017 interview, Harper comments, “When we did the elicitation interviews, [Willie] would realize that I didn’t understand the background; that I'm a stranger to his world. We all think we are not strangers to each other's world to one degree or another, and sometimes photos can be bridges.”69
Willie was repairing the blower of a field chopper—the equipment a farmer drags through a field of grass, corn, or alfalfa to collect and prepare silage that will be fermented in a silo to provide high-nutrient fodder for his livestock in winter. Willie explained why the repair was urgent: “That part would run around three hundred and something. It cost him around eighty bucks to get it fixed. But the biggest problem on this is that they will very seldom have one on hand. You've got to wait so long to get it and all that time there will be silage out there in the field going to waste, spoiling. They told him it would take about five or six weeks to get one of those. With this welding it's as good as it was when it was new; in fact it's stronger. A weld you do in a shop like this is stronger than a factory weld. A factory weld is all commercial welding—they just tack it on and let it go."

Harper’s caption for this photo: “Willie finishes the blower pipe repair. Raymond and P.T. shoot the breeze as P.T. waits for Willie to fix his chainsaw muffler; he sits on my tire as my car also waits for Willie's attention.”
Willie’s shop, even more than most blacksmith shops, was a social hangout. It was like a combination work co-op and vocational school.
Work on Saabs at Willie’s shop was usually paid for in cash, at a rate one-fifth of city prices. Harper describes how part of what you paid with (and enjoyed) was joining the camaraderie of the shop:
If you are interested and willing to learn, and if Willie has sensed that you will handle the tools properly, you are invited to use them. People work on their jobs (with Willie's tools) until they get stuck and then seek Willie's help. Customers help each other as well, often lending a hand while waiting for Willie to help them. Everyone who works there seems to pick up the rhythm of cooperative work and grade themselves into skill levels, helping others on lower levels. Willie often goes from project to project, focusing on the difficult problem in a long process, then moving on to another. He teaches, jokes, encourages. Customers compete for Willie's attention to move their own projects ahead.71This is how social capital works in a close community of practice like Willie’s shop. There is, in effect, a public ledger of skill levels, character traits, favors done, payments, and obligations that everyone is expected to be aware of. The ledger’s reach through time in a rural setting can be decades. Violating its standards of fairness can lead to quiet banishment from the club.
Harper writes that many of the shop transactions were “done as part of an intricate network that includes barter, the exchange of good will, loans of equipment, and participation in the sociability of the shop.”72 He explains:
Willie might be called to do a welding job on a furnace in the middle of the coldest night of the year. A well casing may have to be repaired four feet underground… When a farmer’s equipment breaks down, Willie will be there to repair it in the field or rebuild it in the shop. For this work, everything else is put aside… If you have paid your dues—if you are a neighbor—Willie will come, and he will stay until the problem is solved. For these jobs, often no money is exchanged.73(It was ever thus. John Deere’s plow factory on the Illinois frontier operated in a barter economy. Early Pennsylvania blacksmiths, according to a researcher who studied their account books, were often paid in kind rather than cash. One in the 1760s received, for various services, 20 bushels of corn, 18 yards of calico, 2 quarts of rum, 2 pounds of sugar, 3 days of rowing, and 2 days of plowing. Another blacksmith working during the Great Depression got paid in “watermelons, potatoes, vinegar, beans, lumber, pork, ducks, corn, and apple butter.”)74
Just as Willie learned blacksmithing from his father, his children learned to be mechanics from him. His son Skip, who grew up to work as a mechanic in town, was always available to help his father on a difficult project; his preteen daughter, Julie, was a regular at the shop. Harper recalls:
She hovers about Willie as he works, anticipating which tools he'll need and having them ready before he asks for them. She can guess the size of a wrench or socket better than most adult mechanics.… She understands the rhythms of the shop and fits in completely. She helps people who are working on their own projects and often knows where esoteric tools have landed.75

Harper: “[Julie] does projects of her own—rebuilding bicycles, making trailers, or repairing lawn mowers. Willie gives her jobs she is capable of—disassembling small engines, sanding surfaces to be painted, cleaning up machines to be worked on.”
Willie taught his children and his customers by example and by explanation. He took a photo of Harper struggling with a hacksaw so he could explain later what he was doing wrong:
WILLIE: “You didn’t quite understand how to run the hacksaw.”DOUG: “The hacksaw was dull.”WILLIE: “No, it wasn’t dull—that’s your imagination.… Your cut was wavering off to the side because you weren’t holding your saw straight and you were laying it on too hard….… A hacksaw plays its way through the metal..… Take your time—let it play.”77Patience, Willie keeps telling Harper, is the key to good work. With some problems, he says, “You get stumped. But you’ve got to be a little calm, a little patient, and figure out why.” He adds, “A lot of them that come in here are pretty impatient. If you rush through things, you can’t enjoy them.”78
If you rush through things, you can’t enjoy them.
Willie savors what he does. Harper notices that “Part of Willie’s satisfaction comes from his capacity… to focus on each step of a task as equally important.”79 Another source of enjoyment for Willie emerged in a conversation:
DOUG: “Willie, why did you spend three hours fixing this farmer's manure spreader? How much did you get for this?” WILLIE: “Fifty bucks.”DOUG: “How much is this transmission job half finished in the middle of the floor worth on which you have paid scant attention for these last couple of weeks?”WILLIE: “Six hundred.”DOUG: “Why haven’t you fixed the transmission?”WILLIE: “Because it is boring. I know how to fix the transmission. I was not sure I would be able to fix the manure spreader.”80The nature of Willie’s methodology is particularly clear in Harper’s accounts of two tractors Willie worked on. One was a surprisingly harmonious blend of disparate aging machines that Willie hot-rodded together into a tractor that suited his needs. He called it his “doodlebug.” Harper comments, “The machines Willie uses to get from one place to another… are all made from leftovers reenvisioned, redesigned for specific needs that are almost always different from their original purpose.”81 He describes the doodlebug as
made from a 1929 International truck rear axle and fifteen-speed transmission; an early 1930s Fordson tractor front axle and seat; a fifteen-horsepower, two-cylinder Wisconsin motor from a hay baler; front wheels cut down from fifteen-inch Chevrolet car rims; a steering box from a 1942 one-and-a-half-ton truck; and a gas tank from an old outboard motor. In super low the doodlebug will pull an enormous load; in high gear it will go forty miles an hour.”82
Willie’s “doodlebug” tractor was made from seven different junked machines. He used it to haul firewood from his nearby woodlot.
Repeatedly, Harper noticed how Willie would treat a repair job as an opportunity to improve the thing he was working on. Part of the joy he took in fixing something was to make it better than new. Harper describes what gave him the ability to do that:
The basis of Willie’s working knowledge is his deep understanding of many materials. It is knowing how metal, wood, plastic, or even paper and cardboard respond to attempts to alter their shape, density, or pliability. The knowledge is so detailed it leads to engineering: forming materials into machines or correcting design problems in the process of repair.83One day, Harper went to the shop and found Willie alone, working on an enormous multi-ton International tractor with rear wheels taller than a man. Willie had just finished repairing the broken and twisted front axle housing. Harper pitched in to help maneuver the heavy front axle and its three-foot-diameter wheels filled with liquid (to hold the front of the tractor down) back into a position where the whole awkward assembly could be safely reattached to the rest of the tractor. It took them an hour of intense wrestling with the machinery to get it done. Harper recounts what happened next:
The job that had brought the tractor to the shop was finished, but Willie did not stop working. One front tire was bald because the alignment mechanism had never been adjusted. The inward-directed wheel also made the tractor difficult to steer. The alignment is set by extending or shortening a bar that connects the wheels and keeps them parallel. The bar is extended or shortened with an adjustable sleeve. A bolt passes through the sleeve and through a groove in the bar to keep the two pieces from slipping. The trouble with the tractor was that the grooves on the bar were in the wrong place. If you put the bolt through the closest groove the wheels would toe in; but using the next groove, they would toe out. Willie took the assembly apart (loosening the rusted bolts first with his torch, then with 808 [SWEPCO 808 Penetrating Oil], and finally breaking them loose with a three-foot ratchet) and cut a groove in the right place with his grinder. When he reassembled the mechanism, the wheels were in line for the first time in the tractor's existence. He started the tractor up and drove it ahead twenty feet and then back, maybe three times, and with his hands off the steering wheel, the newly aligned wheels kept the tractor moving in a straight line. He certainly wouldn't make money for fixing the steering. He probably wouldn't even mention it, since these customers were the type to complain about work they hadn’t asked for. The whole incident wasn't a huge thing, yet it represented a typical attitude in the shop toward the work. Repair becomes restoration. The satisfaction Willie gained from making the tractor right was his payment.84There it is again. Like the technicians who maintained Xerox’s flukey copiers, Willie saw himself as one of those who fix the world and make it right.
Imagine how he felt, taking his hands off the giant tractor’s steering wheel, watching it finally drive straight. Three times, forward and back. With his friend Doug Harper looking on.
With us looking on.
______________________________________________